
изготовление кабелей связи
Когда говорят про изготовление кабелей связи, многие сразу представляют медную жилу и оболочку. Но это только верхушка айсберга. На деле, ключевое — это стабильность параметров на всей длине бухты. И вот здесь начинаются тонкости, которые в спецификациях часто не пишут, но которые решают, будет ли кабель работать в -40°C или начнет 'плыть' по затуханию после года в земле.
Сырье: где экономить нельзя
Возьмем, казалось бы, простой компонент — изоляцию жилы. Используешь дешевый полиэтилен, и вроде бы электрические параметры на момент испытаний в норме. Но через полгода эксплуатации в агрессивной грунтовой среде начинается миграция пластификаторов, диэлектрические потери растут. Видел такое на объектах, где пытались сэкономить. В итоге — перекладка трассы, убытки в разы больше 'экономии' на сырье.
Поэтому в нашей практике, например, при подборе материалов для партнеров вроде ООО Хуншэн Технология, всегда акцентируем внимание на долгосрочных испытаниях. У них на сайте hsnewmaterial.ru указан широкий ассортимент кабелей до 35 кВ, но для связи важен не столько киловольт, сколько стабильность волнового сопротивления и малые потери на высоких частотах. Это достигается именно чистотой сырья и точностью экструзии.
Медь — отдельная тема. Бескислородная медь — must have для ответственных магистральных линий. Но даже здесь есть нюанс: степень очистки и состояние кристаллической решетки после волочения влияют на гибкость и усталостную прочность. Кабель, который будут многократно перекладывать в кабельной канализации, и статичный магистральный — это разные истории по требованиям к металлу.
Процесс: магия происходит на экструдере
Самый критичный этап — нанесение изоляции и создание скрутки. Температура расплава, скорость протяжки, степень охлаждения — всё это не просто цифры из техпроцесса. Малейший перегрев полимера ведет к его деструкции, появлению микроскопических включений — точек будущего пробоя. А неравномерное охлаждение вызывает внутренние напряжения, которые потом 'вылезут' при перепадах температур на улице.
Помню случай на одной из сборок для объекта в Сибири. Заказчик жаловался на рост затухания в зимний период. Разобрались — оказалось, при производстве партии немного вышли за верхний предел температуры экструзии изоляции. В тепле кабель показывал норму, а на морозе из-за микротрещин параметры ухудшались. Пришлось менять всю поставленную бухту.
Скрутка пар — тоже искусство. Недостаточный или избыточный шаг скрутки убивает NEXT (переходное затухание на ближнем конце). Автоматика, конечно, контролирует, но оператор должен слышать и видеть процесс. Звук, с которым ложится пара в общую скрутку, многое говорит опытному мастеру.
Контроль качества: не только протоколы
Многие думают, что контроль — это отбор готовых бухт на испытания. На самом деле, контроль должен быть встроен в каждый этап. Контроль диаметра жилы онлайн, контроль толщины изоляции рентгеном прямо на экструдере, измерение электрической прочности воды в системе охлаждения (да, это важно, чтобы не было утечек).
Самый ценный инструмент — рефлектометр во временной области (OTDR). Но не на выходе, а прямо на производственной линии, на этапе готовой скрутки до наложения брони. Он может показать неоднородности, которые в лабораторных условиях на коротком отрезке не поймать. Мы внедряли такой онлайн-контроль, и это сразу отсекло несколько процентов потенциального брака.
Именно комплексный подход к контролю позволяет компаниям, таким как ООО Хуншэн Технология, обеспечивать заявленный ресурс для всего спектра кабельной продукции. На их ресурсе видно, что акцент делается на полный цикл — от сырья до готового изделия, что для связи критически важно.
Броня и оболочка: защита от реального мира
Здесь часто возникает разрыв между теорией и практикой. По ГОСТу броня из стальных оцинкованных лент выдерживает определенное усилие на разрыв. Но в реальности кабель засыпают щебнем, он лежит в грунте с блуждающими токами. Оцинковка со временем может разрушаться, начинается коррозия. Для ответственных трасс сейчас всё чаще смотрят в сторону алюминиевой гофрированной оболочки — она и герметична, и не боится электрокоррозии.
Материал внешней оболочки — полиэтилен или поливинилхлорид — выбор не всегда очевиден. ПВХ более гибкий при отрицательных температурах, но полиэтилен лучше противостоит солнечному ультрафиолету. Если кабель будет идти по эстакаде — выбор в пользу светостабилизированного полиэтилена. Если для прокладки в кабельной канализации с множеством изгибов — возможно, ПВХ. Нет универсального решения.
Ошибка, которую часто допускают — экономия на подушке под броню. Слой битумированной бумаги или специальных нитей кажется мелочью. Но без него стальная лента при динамических нагрузках (например, вибрации от nearby дороги) может просто перетереть изоляцию. Видел такие повреждения при вскрытии аварийного участка.
Тренды и субъективные размышления
Сейчас много говорят о волоконно-оптических кабелях, но медные пары никуда не делись, особенно для последней мили, питания удаленного оборудования (PoE) и специфических задач в промышленной автоматике. Поэтому изготовление кабелей связи на основе меди будет актуально еще долго, просто требования к ним растут: более высокие частоты, лучшая защита от помех.
Наблюдаю тренд на 'умное' изготовление — когда данные с каждого этапа производства (от параметров медной заготовки до результатов финальных испытаний) пишутся в цифровой паспорт изделия, чуть ли не в блокчейн. Это позволяет потом, при возникновении проблемы на объекте, точно понять, в какой партии сырья, на какой смене и станке была сделана проблемная секция. Для производителей уровня ООО Хуншэн Технология такой подход — закономерный шаг к полной прослеживаемости и ответственности за продукт.
В итоге, хороший кабель связи — это не просто товар, это инженерное изделие, где важна каждая деталь. От чистоты меди до маркировки на бухте. И главный показатель качества — не протокол испытаний из лаборатории (хотя и он важен), а отсутствие звонков от заказчиков через пять-десять лет после прокладки. Когда тишина — лучшая благодарность.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
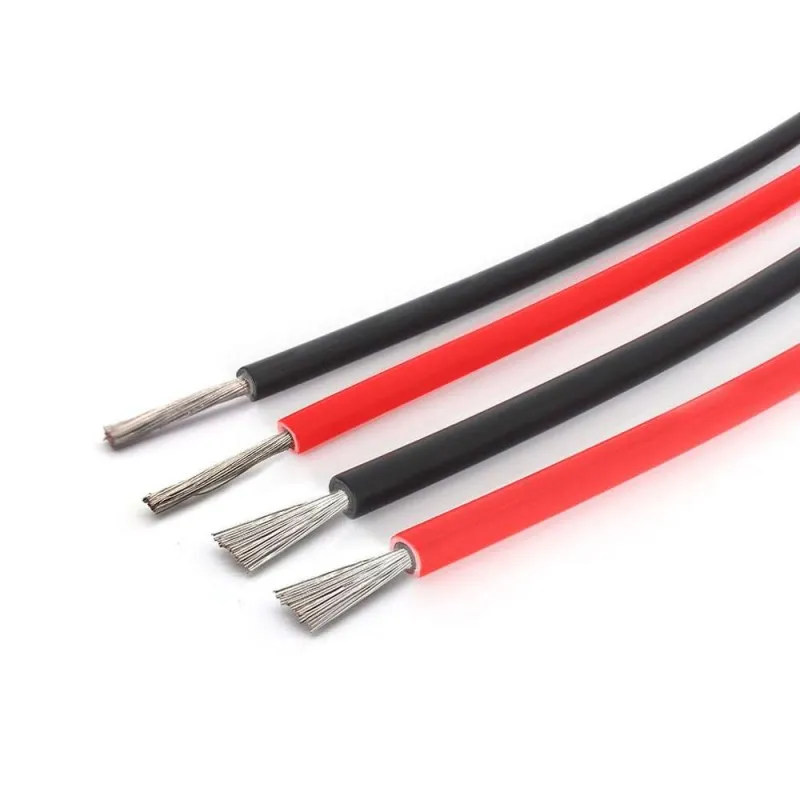 Одножильный кабель
Одножильный кабель -
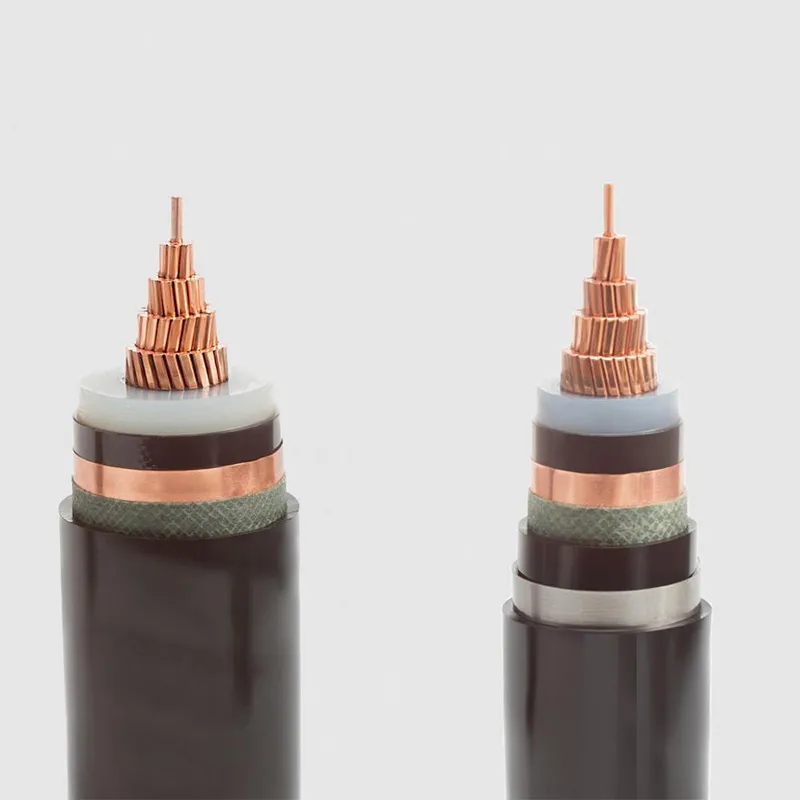 Кабель высокого напряжения YJV 3.6-6KV
Кабель высокого напряжения YJV 3.6-6KV -
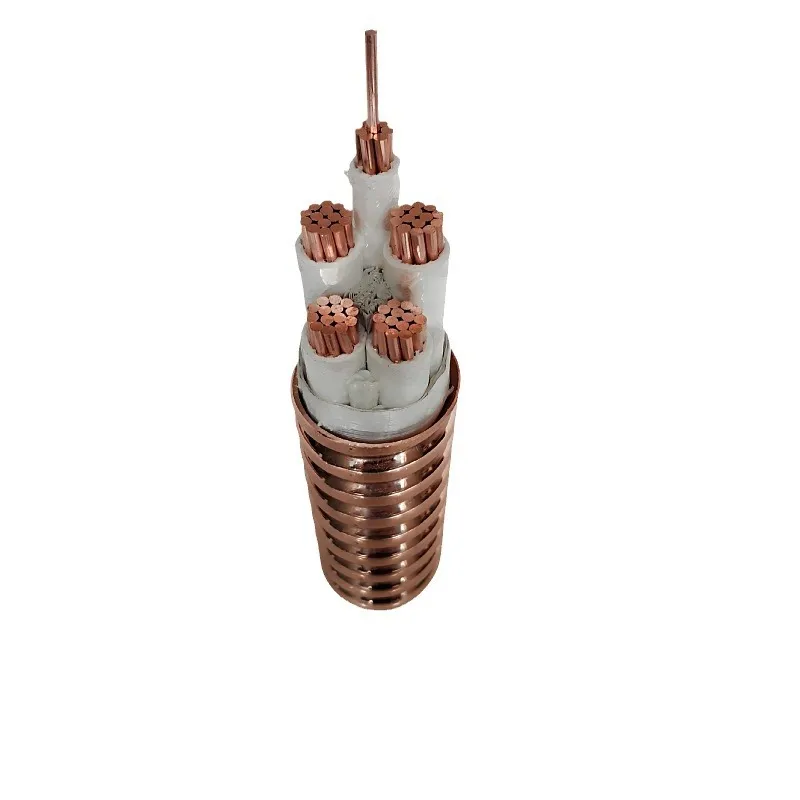
 Гофрированный кабель с неорганической изоляцией в медной оболочке RTTYZ
Гофрированный кабель с неорганической изоляцией в медной оболочке RTTYZ -
 Гофрированный кабель с неорганической изоляцией в медной оболочке YTTW
Гофрированный кабель с неорганической изоляцией в медной оболочке YTTW -
 SJ75E Двери и окна из алюминиевого сплава с разбитым мостом
SJ75E Двери и окна из алюминиевого сплава с разбитым мостом -
 Кабель высокого напряжения YJV32
Кабель высокого напряжения YJV32 -
 Кабель управления KYJV
Кабель управления KYJV -
 Кабель управления KVV
Кабель управления KVV -
 Кабель управления WDZ-KYJY
Кабель управления WDZ-KYJY -
 Гофрированный кабель с неорганической изоляцией в медной оболочке RTTZ
Гофрированный кабель с неорганической изоляцией в медной оболочке RTTZ -
 Фотоэлектрический коннектор
Фотоэлектрический коннектор -
 Пусковой кабель
Пусковой кабель









