
изготовление проводов и кабелей
Когда говорят про изготовление проводов и кабелей, многие представляют себе простое наматывание меди на барабан и обтяжку пластиком. На деле же — это целая цепочка технологических нюансов, где любая мелочь, вроде вытяжки медной жилы или выбора толщины изоляции, может решить, проработает ли кабель заявленные 30 лет или выйдет из строя через три. Самый частый прокол у новичков в закупках — гнаться за сечением жилы, забывая про качество диэлектрика и однородность металла. А потом удивляются потерям в сети.
От медной катанки до готовой жилы: где кроется главный риск
Всё начинается с сырья. Медная катанка должна быть не просто ?медной?, а с определённой электропроводностью, часто по ГОСТ Р 53748 или аналогичным стандартам. Видел случаи, когда для экономии пускали в переплавку лом сомнительного происхождения — вроде бы и сечение соответствует, а сопротивление на метр выше нормы. Готовый кабель греется, потребитель несёт убытки. Поэтому серьёзные производители, как та же ООО Хуншэн Технология, жёстко контролируют входное сырьё. У них в ассортименте — кабели до 35 кВ, а на таких напряжениях неоднородность материала — это уже не просто брак, это предпосылка к пробою.
Процесс волочения и отжига — это отдельная песня. Перетянешь жилу при волочении — появится внутреннее напряжение, металл станет хрупким. Неправильный отжиг — и проводимость упадёт. Нужно выдерживать точный температурный режим. Помню, на одном из старых производств пытались ускорить процесс, сократив время отжига. В итоге партия кабеля 10 кВ стала терять в гибкости, при монтаже на поворотах трассы изоляция дала микротрещины. Пришлось всё демонтировать.
Именно на этапе формирования жилы закладывается базовая надёжность изделия. Здесь нельзя экономить на оборудовании. Современные линии волочения с компьютерным контролем натяжения и температуры — это не роскошь, а необходимость для продукции, которая претендует на работу в сетях среднего напряжения.
Изоляция и экранирование: тонкости, которые не увидишь на срезе
С изоляцией история ещё тоньше. Поливинилхлорид (ПВХ), сшитый полиэтилен (XLPE), резина — выбор зависит от условий. Для стационарной прокладки в земле один подход, для гибких переносок — другой. Основная ошибка — думать, что толщина изоляции прямо пропорциональна надёжности. Слишком толстый слой того же XLPE для кабеля на 1 кВ может привести к перегреву жилы, так как ухудшается теплоотвод. Нужен точный расчёт.
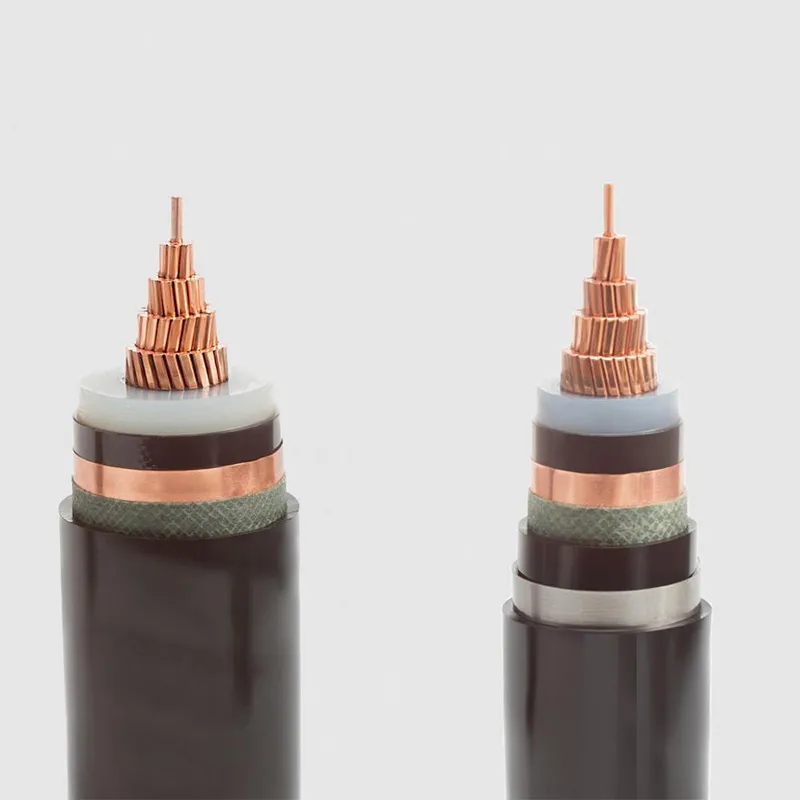
Экранирование — это отдельный мир. Для кабелей на 6 кВ и выше, особенно до 35 кВ, это обязательный этап. Экраны из медной ленты или проволоки должны обеспечивать не только защиту от помех, но и симметричное электрическое поле вокруг жилы. Если экран наложен с перекосом или имеет разрыв, в этом месте возникает повышенная электрическая напряжённость. Это точка будущего пробоя. Контролируют это, как правило, на специальных стендах высоковольтных испытаний.
В каталогах производителей, например, на сайте hsnewmaterial.ru, можно увидеть, что ассортимент полностью охватывает спектр кабелей до 35 кВ. Это говорит о том, что компания ООО Хуншэн Технология должна иметь полный цикл для наложения и контроля как изоляции, так и экранов. Без этого просто нельзя выйти на рынок силовых кабелей такого класса напряжения.
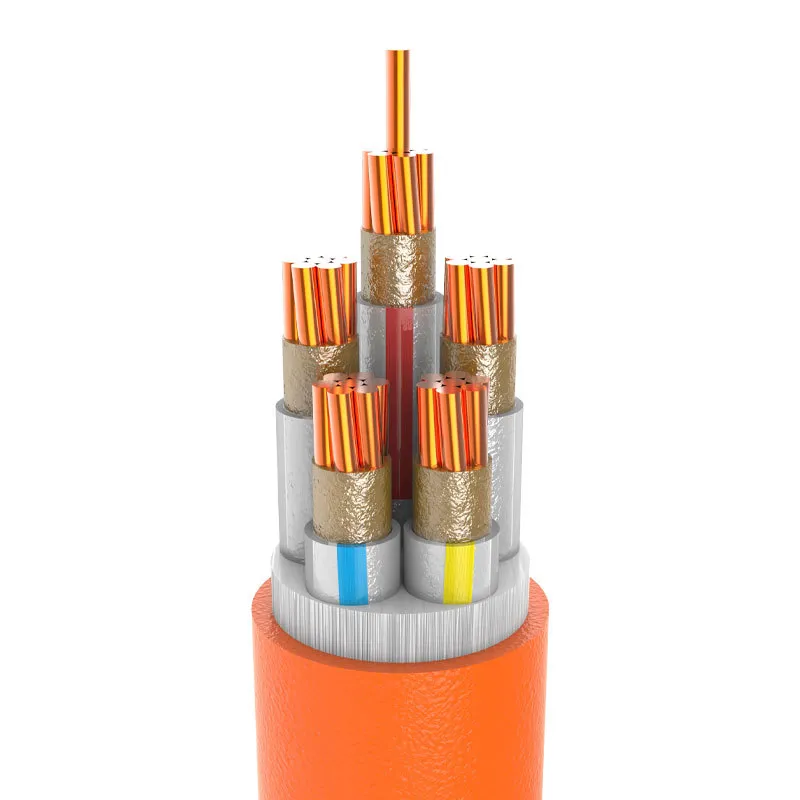
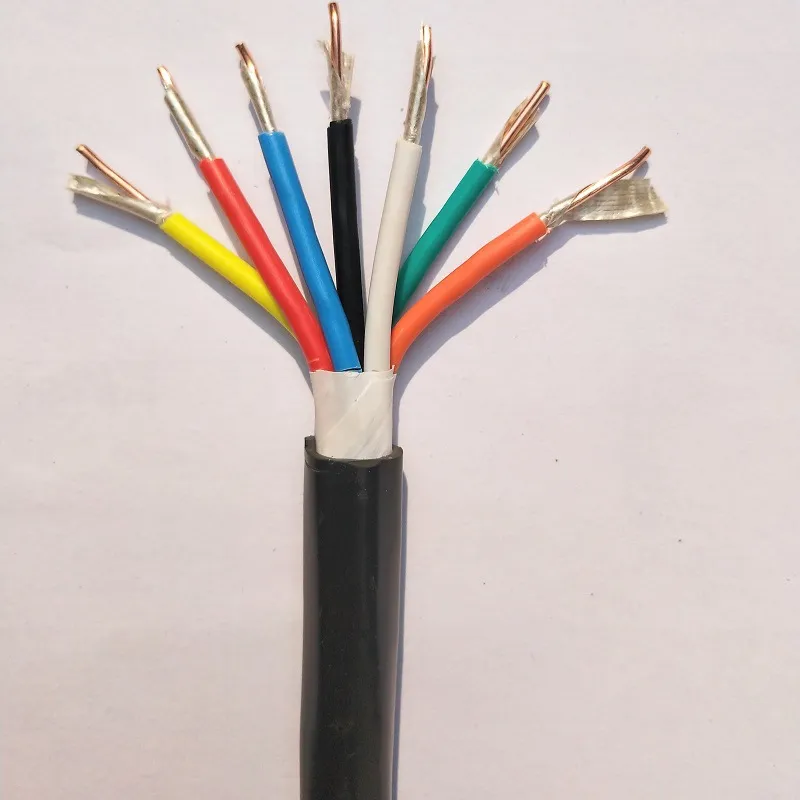
Сборка и оболочка: когда конструкция становится единым целым
Многожильные кабели — это уже инженерная задача. Нужно правильно скрутить жилы, чтобы они лежали компактно, без лишних пустот, но и не передавливали друг друга. Между жилами часто идёт заполнитель, иногда с гидрофобным гелем, если речь о кабелях для влажных сред. Неправильная скрутка ведёт к тому, что геометрия кабеля становится нестабильной, а это влияет на параметры волнового сопротивления, что критично для некоторых типов связи.
Внешняя оболочка — это защита от механики, ультрафиолета, агрессивных сред. Материал выбирается под проект. Для тропиков — одни добавки против грибка, для северов — другие, для сохранения эластичности при -50°C. Бывало, заказывали партию кабеля для объекта на Крайнем Севере, а в оболочке сэкономили на морозостойких пластификаторах. При первом же морозе она потрескалась, как стекло.
Здесь важна не только рецептура компаунда, но и технология экструзии. Оболочка должна быть монолитной, без пузырьков и непроплавов. Контроль — визуальный и с помощью ёмкостных датчиков, которые ловят малейшие колебания толщины стенки.
Испытания: та самая точка истины
Готовый кабель — это ещё не продукт. Это заготовка, которая должна доказать свою состоятельность. Испытания на пробой переменным напряжением, измерение ёмкости, индуктивности, сопротивления изоляции — это обязательный минимум. Для кабелей высокого напряжения проводят испытания частичными разрядами — чтобы выявить микроскопические включения в изоляции, которые станут очагами разрушения через несколько лет работы.
Один из самых показательных тестов — на стойкость к распространению горения. Кабель поджигают, а потом убирают источник огня. Хороший кабель должен самостоятельно затухнуть. Видел результаты, когда кабель от неизвестного производителя продолжал гореть и плавиться, растекаясь горящими каплями. Такой в здании прокладывать — преступление.
Поэтому когда видишь, что компания заявляет о полном охвате спектра до 35 кВ, как в описании ООО Хуншэн Технология, сразу понимаешь — у них должна быть собственная или арендованная серьёзная лаборатория с высоковольтным оборудованием. Без протоколов этих испытаний ни один серьёзный заказчик даже разговаривать не станет.
Логистика и хранение: финальный, но коварный этап
Казалось бы, кабель прошёл все проверки, можно отгружать. Но и здесь полно подводных камней. Намотка на барабан — не просто для красоты. Минимально допустимый радиус изгиба, который закладывается в конструкцию, нельзя нарушать. Видел, как при погрузке вилочным погрузчиком проткнули барабан и повредили оболочку сразу нескольких верхних витков. Кабель бракован, хотя на производстве был идеален.
Хранение — в идеале в закрытых сухих складах. Барабаны не должны стоять ?на торец?, иначе нижние витки деформируются. А если кабель с бумажной пропитанной изоляцией (есть ещё и такие, для особых применений), то за ним нужен отдельный климатический контроль.
Вот и получается, что изготовление проводов и кабелей — это не линейный процесс, а скорее, управление сотней взаимосвязанных параметров. От химического состава меди до аккуратности водителя погрузчика. Когда выбираешь поставщика, вроде ООО Хуншэн Технология, важно смотреть не только на ассортимент, но и на то, как они описывают свои процессы контроля на сайте, есть ли у них детальные технические спецификации. Это часто говорит о реальной глубине погружения в дело больше, чем громкие маркетинговые фразы. В конце концов, по проводам течёт ток, а не слова.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
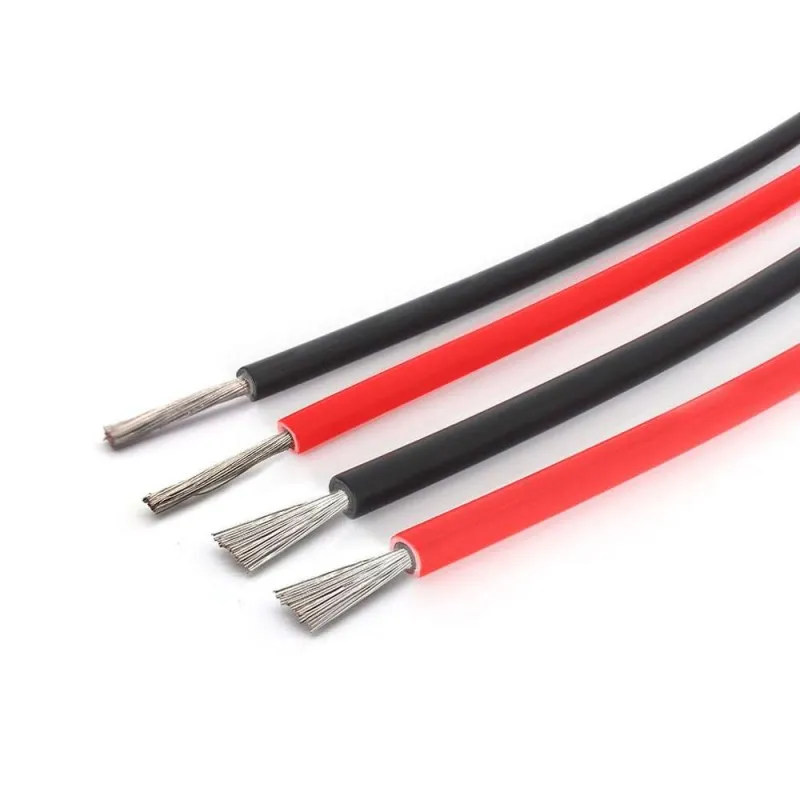
 Пусковой кабель
Пусковой кабель -
 Кабель высокого напряжения YJV 6-6KV
Кабель высокого напряжения YJV 6-6KV -
 Кабель управления KVV
Кабель управления KVV -
 Кабель управления NH-KVV
Кабель управления NH-KVV -
 Огнестойкий кабель с низким дымовыделением и без галогенов LSZH
Огнестойкий кабель с низким дымовыделением и без галогенов LSZH -
 SJ70E Системные алюминиевые окна и двери с терморазрывом
SJ70E Системные алюминиевые окна и двери с терморазрывом -
 Кабель высокого напряжения YJV32
Кабель высокого напряжения YJV32 -
 Кабель высокого напряжения YJV 8.7-10KV
Кабель высокого напряжения YJV 8.7-10KV -
 Гофрированный кабель с неорганической изоляцией в медной оболочке RTTYZ
Гофрированный кабель с неорганической изоляцией в медной оболочке RTTYZ -
 Гибкий огнестойкий кабель с минеральной изоляцией NG-A
Гибкий огнестойкий кабель с минеральной изоляцией NG-A -
 Двухжильный кабель
Двухжильный кабель -
 Огнестойкий кабель с низким дымовыделением и без галогенов WDZN-YJY
Огнестойкий кабель с низким дымовыделением и без галогенов WDZN-YJY









