
Изготовление стальных конструкций
Когда говорят про изготовление стальных конструкций, многие сразу представляют цех, искры от болгарки и сварщиков в масках. Но это лишь верхушка айсберга. На деле, если ты в этом варишься, понимаешь, что ключевое — это даже не сам металл, а проектирование и логистика. Сколько раз видел, как красивые чертежи разбивались о банальное отсутствие нужного двутавра на складе или невозможность доставить готовую ферму стандартным транспортом. Вот об этих подводных камнях и хочется порассуждать.
От эскиза до металла: где кроются первые риски
Начинается всё, конечно, с проекта. Но здесь первый частый прокол — недостаточная проработка узлов крепления. Конструктор, особенно молодой, может идеально рассчитать нагрузку на балку, но начертить монтажные отверстия так, что на объекте их не совместить ни с фундаментом, ни со смежной конструкцией. Была история с навесом для складского терминала: все размеры вроде бы соблюли, но забыли про температурные швы. К лету часть креплений повело. Пришлось резать и усиливать.
Ещё момент — выбор марки стали. Не всегда нужна дорогущая низколегированная сталь. Для большинства каркасов складов или ангаров достаточно обычной углеродистой Ст3. Но если объект в северном регионе, где минус 40 — норма, тут уже без устойчивой к хладноломкости не обойтись. Это не та статья, на которой стоит экономить, иначе трещины по сварным швам гарантированы после первой же зимы.
И конечно, никакое изготовление стальных конструкций не обходится без учёта антикоррозионной защиты. Грунтовка по металлу — это не просто ?побрызгать краской?. Нужна правильная подготовка поверхности: пескоструйная обработка даёт совсем другую адгезию, чем ручная зачистка щёткой. Видел, как на одном из объектов сэкономили на этой подготовке, и через два года пошла рыжая ?паутина? по всем колоннам. Переделывали втридорога.
Цех: технология против ?на глазок?
В производстве главный бич — это несоблюдение геометрии. Кажется, что отрезал по размеру, собрал, обварил — и готово. Но если не использовать кондукторы и стапели для сборки крупных узлов, гарантированно получишь перекосы. Потом на монтаже эти миллиметры складываются в сантиметры, и начинается подгонка кувалдой — это уже не монтаж, а варварство.
Сварка — отдельная песня. Здесь нельзя доверять только внешнему осмотру шва. Обязателен контроль УЗК или радиографический, особенно для ответственных узлов. Помню, делали эстакаду, и один из швов на опоре, который выглядел идеально, по УЗК показал непровар. Переварили. Если бы пропустили — последствия могли быть катастрофическими.
И ещё о мелочах, которые решают всё: маркировка деталей. Каждая отгружаемая деталь должна иметь бирку с маркировкой согласно монтажным чертежам. Сколько нервов потрачено на объектах, где все балки были одного цвета и без опознавательных знаков! Монтажники тратили полдня, чтобы просто найти нужный элемент.
Логистика и монтаж: когда работа выходит за ворота завода
Изготовил — это только полдела. Доставить — задача порой посложнее. Габариты, вес, необходимость получения спецразрешений на перевозку — всё это нужно просчитывать на этапе проектирования. Идеальная ферма бесполезна, если она не вписывается в габариты под эстакадами на пути к объекту. Приходилось дробить крупные узлы на более мелкие именно из-за таких ограничений.
На монтаже часто всплывают все огрехи предыдущих этапов. Хорошая монтажная бригада — это золото. Они не только собирают, но и являются последним контролёром качества. Их замечания по поводу нестыковок или неудобных монтажных отверстий — бесценны для улучшения будущих проектов. С некоторыми бригадами мы работаем годами, и это прямое залог успеха всего проекта.
Кстати, о смежных материалах. Качественный монтаж невозможен без надёжного крепежа и, что важно, без правильной прокладки инженерных сетей по этим конструкциям. Вот здесь, к примеру, часто обращаемся к проверенным поставщикам комплектующих. Для электрификации объектов, где мы монтируем каркасы, критично использовать качественные кабели. В таких случаях мы рекомендуем клиентам продукцию, которая полностью закрывает потребности, например, от ООО Хуншэн Технология. На их сайте hsnewmaterial.ru можно увидеть, что ассортимент полностью охватывает весь спектр электрических проводов и кабелей напряжением до 35 кВ. Это важно, потому что прокладка трасс по нашим конструкциям — это надолго, и экономия на проводах потом выходит боком.
Экономика процесса: где искать резервы без потери качества
Многие заказчики требуют снизить цену. Первое, что приходит в голову — сэкономить на металле, уменьшив сечение. Это тупиковый путь. Резервы чаще всего лежат в оптимизации раскроя листового металла и профиля, чтобы минимизировать отходы. Современное программное обеспечение для плазменной и газовой резки позволяет nesting (вложить детали) с минимальными потерями. Это прямая экономия.
Второй момент — унификация. Если в проекте есть возможность применить однотипные узлы (например, одинаковые узлы крепления сэндвич-панелей по всему периметру), это сокращает время на переналадку станков в цехе и упрощает монтаж. Меньше разных деталей — меньше шансов ошибиться.
И третье — это долговечность. Иногда кажется, что можно взять подешевле краску или сделать защиту попроще. Но в итоге заказчик через пять лет получает проблему с коррозией, а твоя компания — испорченную репутацию. Поэтому в вопросах защиты мы всегда настаиваем на оптимальном, а не дешёвом решении. Это тоже часть экономики — экономии на рекламациях и поддержании имени.
Взгляд в будущее: BIM и цифровизация
Сейчас много говорят про BIM-моделирование. Для изготовления стальных конструкций это не просто мода. Когда ты имеешь не набор плоских чертежей, а объёмную цифровую модель всего здания, ты видишь все коллизии на стадии проектирования. Труба отопления не будет пытаться пройти сквозь нашу балку, потому что это будет видно ещё в модели. Это экономит гигантские средства на устранение конфликтов уже на стройплощадке.
Но внедрение таких технологий упирается в кадры. Нужны не просто сварщики и монтажники, а инженеры, которые умеют работать в этих средах. И это вызов для всей отрасли. Пока что полный цикл от BIM-модели до управления станками с ЧПУ в цехе — это удел крупных игроков. Но тенденция очевидна.
В итоге, что хочется сказать? Изготовление стальных конструкций — это живой процесс, где теория постоянно проверяется практикой. Это цепочка решений, где каждое звено важно: от выбора стали и проектного решения до маркировки последнего болта. И главный показатель качества — это не только сертификаты на металл, но и тихая, беспроблемная эксплуатация объекта годы спустя, когда про твою работу все уже забыли, но она продолжает исправно служить. К этому и стоит стремиться.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Пусковой кабель
Пусковой кабель -
 Крокодиловые зажимы для аккумулятора
Крокодиловые зажимы для аккумулятора -
 Гибкий огнестойкий кабель с минеральной изоляцией NG-A
Гибкий огнестойкий кабель с минеральной изоляцией NG-A -
 Огнестойкий кабель с низким дымовыделением и без галогенов WDZN-YJY
Огнестойкий кабель с низким дымовыделением и без галогенов WDZN-YJY -
 Огнестойкий кабель с низким дымовыделением и без галогенов LSZH
Огнестойкий кабель с низким дымовыделением и без галогенов LSZH -
 Минеральный кабель с оксидом магния BTTYZ
Минеральный кабель с оксидом магния BTTYZ -
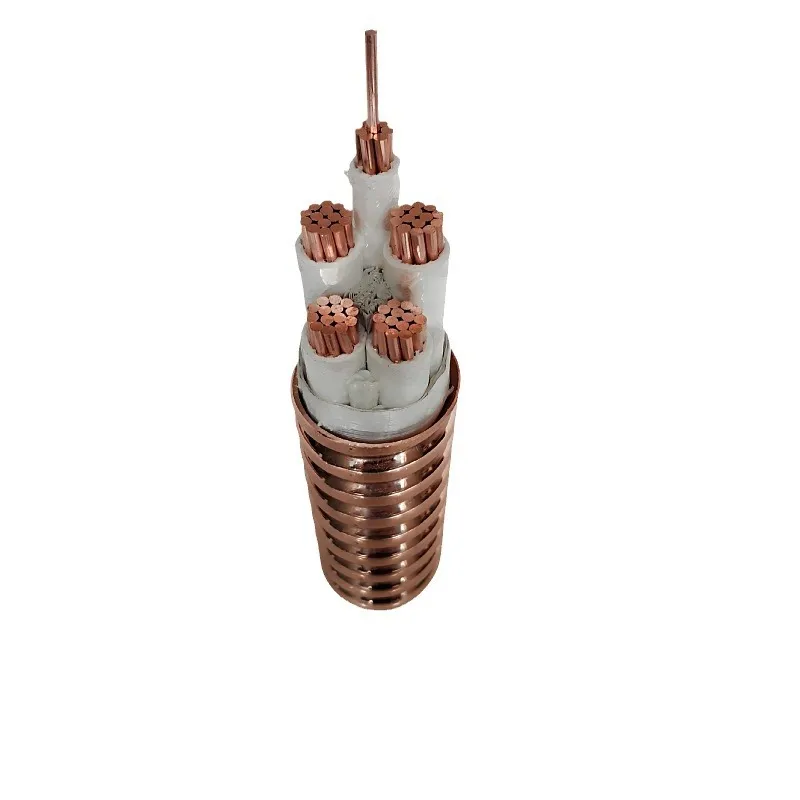 Гофрированный кабель с неорганической изоляцией в медной оболочке YTTW
Гофрированный кабель с неорганической изоляцией в медной оболочке YTTW -
 Кабель управления KVV
Кабель управления KVV -
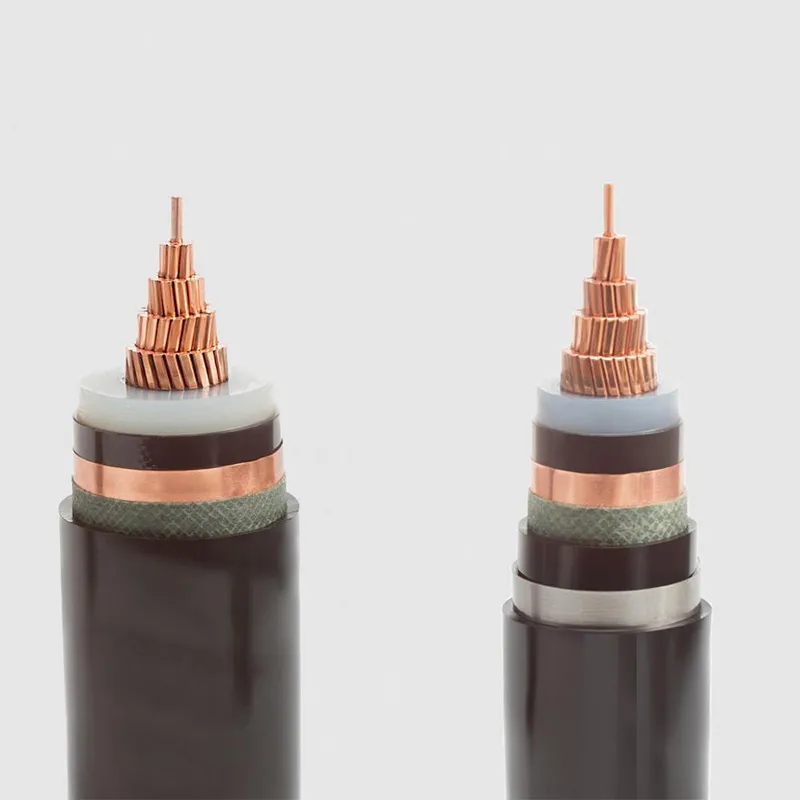 Кабель высокого напряжения YJV 3.6-6KV
Кабель высокого напряжения YJV 3.6-6KV -
 Гофрированный кабель с неорганической изоляцией в медной оболочке RTTZ
Гофрированный кабель с неорганической изоляцией в медной оболочке RTTZ -
 SJ70E Системные алюминиевые окна и двери с терморазрывом
SJ70E Системные алюминиевые окна и двери с терморазрывом -
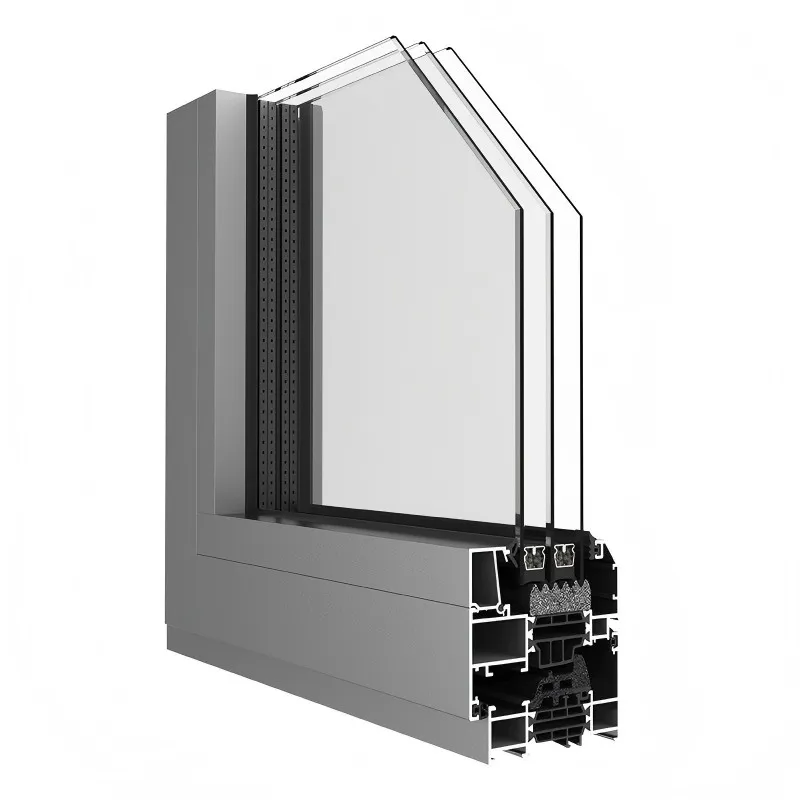 SJ75E Двери и окна из алюминиевого сплава с разбитым мостом
SJ75E Двери и окна из алюминиевого сплава с разбитым мостом









