
медь изготовление электрических проводов
Когда говорят про медь для изготовления электрических проводов, многие сразу представляют просто блестящую проволоку. Но на деле, если копнуть, тут целая цепочка нюансов, где каждый этап влияет на конечные характеристики — проводимость, гибкость, срок службы. Часто даже опытные монтажники не до конца понимают, почему, скажем, провод одного завода гнётся легко, а другого — ломается после нескольких изгибов. Или почему в одних кабелях медь со временем темнеет, а в других — нет. Это не просто вопрос качества меди как таковой, а именно технологий её обработки и дальнейшей изоляции.
Сырьё и его подготовка
Всё начинается, конечно, с меди. Не всякая медь, даже высокой чистоты, скажем, М00 или М0, одинаково ведёт себя при волочении. Важна не только чистота по ГОСТ, но и наличие микропримесей — кислорода, например. Бескислородная медь, та же Cu-OF, конечно, дороже, но для ответственных линий, где важна стабильность параметров и минимизация окисления, её применение оправдано. Хотя, честно говоря, для большинства бытовых проводов сечением до 10 мм2 используют именно электролитическую медь катодную, рафинированную. Тут главное — контроль на входе. Мы как-то взяли партию, где поставщик сэкономил на рафинации — в итоге при волочении на тонких диаметрах постоянно рвалась жила. Пришлось возвращать.
Плавка и литьё — это отдельная история. Температурный режим, скорость охлаждения слитка — всё это влияет на крупность зерна. Крупное зерно — провод будет менее гибким, более хрупким. Поэтому многие переходят на непрерывное литье и прокатку — структура получается более однородной. Но оборудование для этого дорогое, не каждый завод потянет. Компания ООО Хуншэн Технология, судя по ассортименту на их сайте https://www.hsnewmaterial.ru, работает с проводами и кабелями до 35 кВ — значит, к сырью у них требования должны быть жёсткие. Для таких напряжений медь должна быть не просто чистой, а ещё и с идеальной кристаллической решёткой, чтобы не было микронеоднородностей, которые могут стать точкой роста пробоя.
Перед волочением заготовку — катанку — обязательно травят. Удаляется окалина, поверхностные дефекты. Если плохо протравить, потом эти вкрапления будут царапать волоки, и на готовой проволоке появятся продольные риски. Это, кстати, частая причина снижения прочности изоляции — под риской создаётся повышенное электрическое поле. Такую проволоку потом можно только на земляные проводки пускать, не более.
Волочение и отжиг
Самый, пожалуй, ответственный этап в изготовлении токопроводящей жилы. Тянем медную заготовку через серию волок — алмазных или чаще сейчас твёрдосплавных. Диаметр уменьшается, проводник удлиняется, наклёп увеличивается. Медь становится твёрдой, но и хрупкой. Если перетянуть, жила будет ломаться при укладке в кабель. Тут важно рассчитать обжатие на каждом переходе. На старых линиях часто экономят — делают меньше переходов, но с большим обжатием. Кажется, быстрее. Но в итоге — внутренние напряжения в материале, которые потом аукнутся.
Поэтому после волочения почти всегда идёт отжиг. Нагрев в инертной атмосфере, чтобы не окислилась. Цель — снять напряжения, восстановить пластичность. Температура и время выдержки — это уже ноу-хау каждого производителя. Недогреешь — провод останется жёстким. Перегреешь — зерно вырастет, и механические свойства упадут. Идеально — получить мелкозернистую структуру. Для многопроволочных жил, которые используются в гибких кабелях, отжиг вообще критичен. Каждую тонкую проволоку (проволочку) нужно сделать максимально пластичной.
Кстати, о гибкости. Часто в спецификациях пишут 'класс гибкости'. Например, для монтажа в распределительных щитах нужен 5-й или 6-й класс. Это достигается не только отжигом, но и правильным скручиванием этих самых проволочек в жилу. Скрутка должна быть равномерной, без 'петель' и 'птичек' — так называют дефекты, когда проволочка выскакивает из общего пучка. Контролируют это на выходе с крутильной машины. Руками, кстати, часто прощупывают — опытный мастер на ощупь определит неоднородность скрутки.
Изоляция и её тонкости
Ну, вот жила готова. Дальше — изоляция. Тут выбор материала огромен: ПВХ, сшитый полиэтилен, резина, даже фторопласт в особых случаях. Но важно не только выбрать материал, но и нанести его правильно. Экструзия — процесс, казалось бы, стандартный. Но если, например, для изготовления электрических проводов низковольтных взять ПВХ-пластикат с неправильной рецептурой (сэкономили на пластификаторах), то на морозе изоляция потрескается. Видел такое на стройке — кабель, проложенный по фасаду, за зиму покрылся сеткой трещин.
Толщина изоляции — по ГОСТу, конечно. Но есть нюанс: при экструзии важно обеспечить её концентричность. Если экструзионная головка настроена плохо, или жила 'бьёт' (имеет биение), изоляция ляжет неравномерно. В одном месте тоньше, в другом толще. Для кабелей до 1 кВ это, может, и не смертельно, но для линий на 10 или 35 кВ, которые, как указано в описании ООО Хуншэн Технология, входят в их ассортимент, это критичный дефект. В месте с минимальной толщиной может начаться пробой. Контролируют это лазерными микрометрами прямо на линии.
Особняком стоит изоляция сшитым полиэтиленом (СПЭ). Для высоковольтных кабелей это сейчас основной диэлектрик. Тут кроме экструзии идёт ещё процесс сшивки — под давлением, в паровой или безпаровой среде. Если технологию нарушить, в изоляции останутся пузырьки, водные деревья — места будущих пробоев. Работа с СПЭ требует очень чистого производства, даже пыль может навредить. Не каждый завод возьмётся за такое.
Контроль качества и типичные проблемы
Казалось бы, всё сделали по техпроцессу. Но без жёсткого контроля — никуда. Первое — это, конечно, электрические испытания. Для силовых кабелей — испытание повышенным напряжением. Но ещё до этого смотрят на сопротивление жилы. Оно должно соответствовать сечению. Если сопротивление завышено — значит, где-то в цепочке была проблема: либо медь не та, либо при волочении появились микротрещины, увеличившие путь току.
Частая проблема на выходе — 'лужение' поверхности меди. Не настоящее, конечно, а эффект, когда медь под изоляцией темнеет, покрывается окислами. Происходит это, если перед экструзией жила была плохо обезжирена или в материале изоляции есть агрессивные компоненты, мигрирующие к меди. Такой провод со временем будет греться сильнее в месте контакта. Борются с этим пассивацией — нанесением тончайшего защитного слоя на медь перед изоляцией. Но это добавляет стоимость.
Ещё один момент — маркировка. Должна быть чёткой, несмываемой. Бывает, краска для маркировки не совместима с материалом оболочки — стирается или растекается. Приходится подбирать. На сайте https://www.hsnewmaterial.ru видно, что компания работает с широким спектром кабельной продукции — значит, у них наверняка накоплен большой опыт по подбору таких материалов, чтобы и маркировка держалась, и на свойства кабеля не влияла.
Практика монтажа и обратная связь
Любой провод живёт не на складе, а в эксплуатации. И тут начинается самое интересное. Например, алюминиевые кабели сейчас почти не используют в новой жилой проводке, медь вытеснила полностью. Но монтажники иногда жалуются, что медная жила некоторых марок слишком мягкая — при затяжке в клеммы автомата её 'выдавливает', нужно очень аккуратно зажимать. Это говорит о том, что отжиг, возможно, был избыточным, или использована медь с очень мелким зерном. С другой стороны, для частых переподключений в щитах управления — это плюс.
Другой практический момент — цвет изоляции жил. Стандарты есть, но в разных партиях оттенки могут 'плавать'. Для монтажа сложных щитов, где десятки проводов, это проблема — можно перепутать. Хорошие производители следят за стабильностью цвета. Это мелочь, но она говорит о культуре производства.
В конце концов, изготовление электрического провода — это не конвейер по штамповке одинаковых изделий. Это баланс между стоимостью сырья (той же меди), сложностью технологии и требованиями заказчика. Кто-то делает упор на дешевизну для массового рынка, кто-то, как видно по портфелю ООО Хуншэн Технология, охватывает и сегмент ответственных высоковольтных решений, где надёжность и соответствие параметрам — главное. И в каждом случае подход к той самой меди, её подготовке, волочению и изоляции будет немного разным. Главное — понимать, для чего именно ты это делаешь, и не пытаться сэкономить там, где это аукнется отказом в линии через пару лет.
Соответствующая продукция
Соответствующая продукция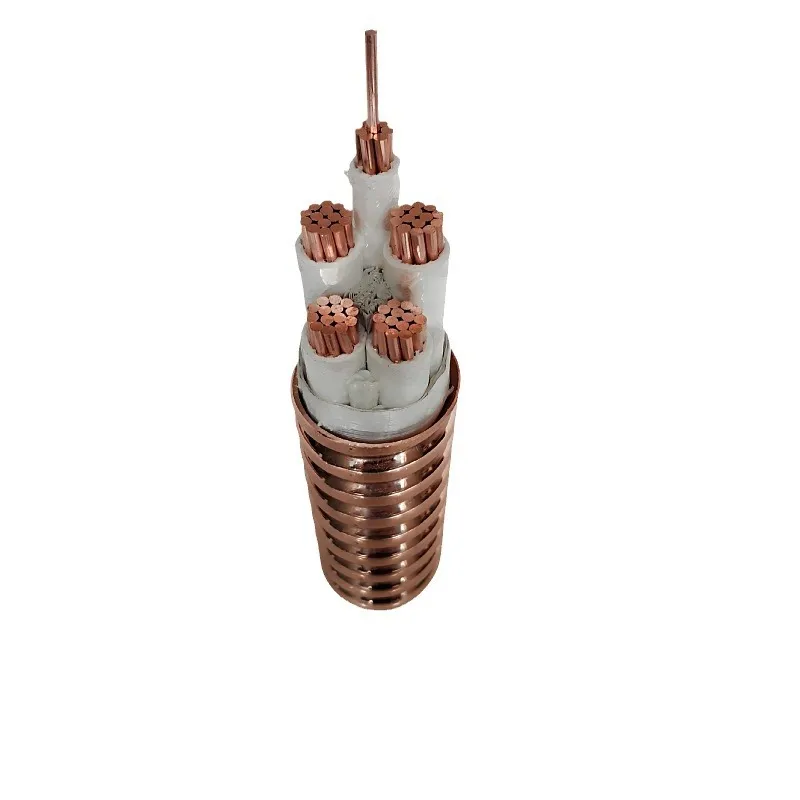



Самые продаваемые продукты
Самые продаваемые продукты-
 Минеральный кабель с оксидом магния BTTYZ
Минеральный кабель с оксидом магния BTTYZ -
 SJ70E Системные алюминиевые окна и двери с терморазрывом
SJ70E Системные алюминиевые окна и двери с терморазрывом -
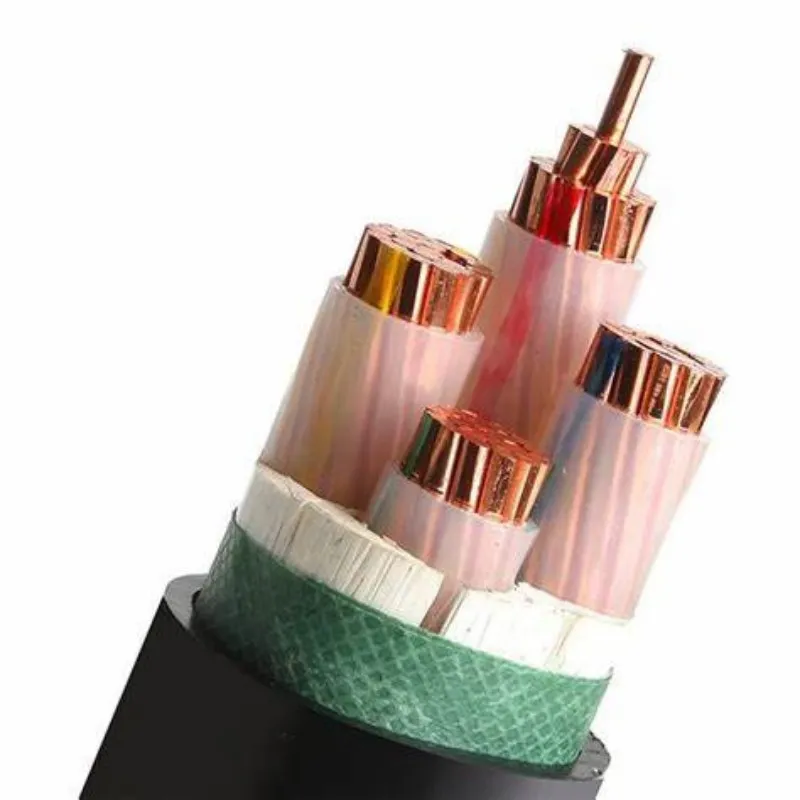
 Кабель высокого напряжения YJV 8.7-10KV
Кабель высокого напряжения YJV 8.7-10KV -
 Кабель высокого напряжения YJV 6-10KV
Кабель высокого напряжения YJV 6-10KV -
 Пусковой кабель
Пусковой кабель -
 Двухжильный кабель
Двухжильный кабель -
 Кабель высокого напряжения YJV22
Кабель высокого напряжения YJV22 -
 Кабель управления KVV
Кабель управления KVV -
 Кабель управления KYJV
Кабель управления KYJV -
 Гофрированный кабель с неорганической изоляцией в медной оболочке RTTZ
Гофрированный кабель с неорганической изоляцией в медной оболочке RTTZ -
 SJ75E Двери и окна из алюминиевого сплава с разбитым мостом
SJ75E Двери и окна из алюминиевого сплава с разбитым мостом -
 Кабель управления NH-KVV
Кабель управления NH-KVV









