
подключение высоковольтного кабеля
Когда говорят про подключение высоковольтного кабеля, многие представляют себе нечто монументальное, но в целом — ту же самую работу, что и с низковольткой, только провод потолще да изоляция посерьезнее. Это, пожалуй, самое опасное заблуждение. На деле, разница — как между починкой велосипеда и сборкой реактивного двигателя. Тут каждый миллиметр, каждый контакт, каждая последовательность операций — это вопрос не просто работоспособности, а безопасности и долговечности на десятилетия. Исходные материалы, кстати, тут решают почти всё. Я, например, часто сталкиваюсь с продукцией от ООО Хуншэн Технология — у них в ассортименте как раз кабели до 35 кВ, и работа с ними — хороший пример для разговора о нюансах.
С чего все начинается: подготовка и ?хирургия? кабеля
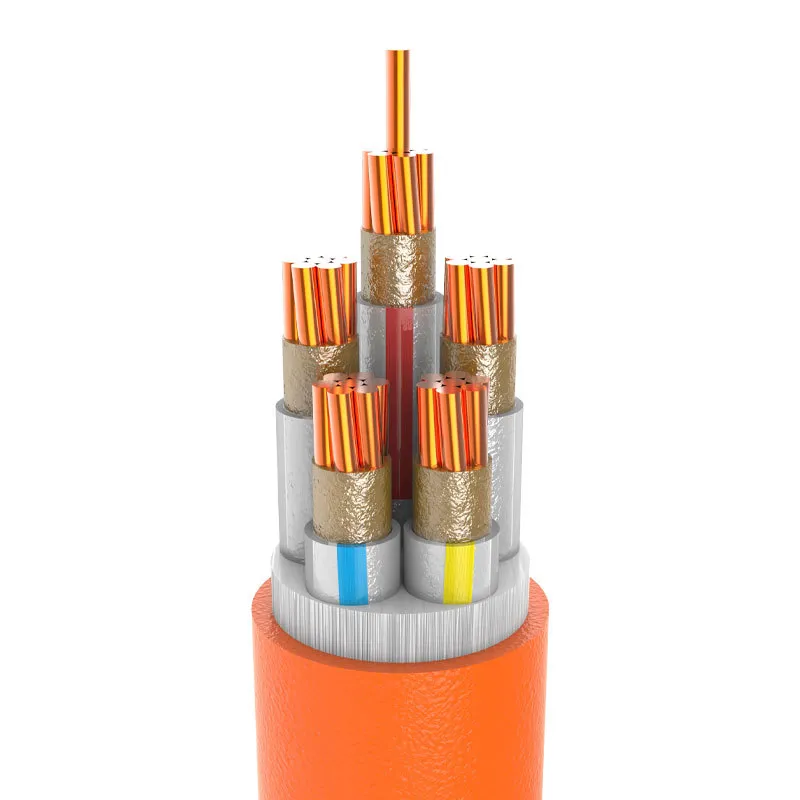
Первое, что убивает большинство попыток сделать всё ?на глазок? — разделка конца кабеля. Это не обрезка, это точнейшая хирургия. Снимаешь внешнюю оболочку, потом броню, экран, слой за слоем, строго на определенную длину. Ошибся на пару сантиметров — и либо контактная часть муфты ляжет неправильно, либо останется слабое место для пробоя. Особенно капризны современные кабели с изоляцией из сшитого полиэтилена (СПЭ). Их нельзя резать как попало, нужен специальный нож и чувство материала, иначе задиры останутся — точки будущего разряда.
Тут часто вспоминаю один случай на подстанции. Привезли кабель, вроде бы качественный, маркировка в порядке. Начали разделывать — а внутренний полупроводящий слой почему-то неравномерный, липнет к диэлектрику. Оказалось, партия с небольшим технологическим отклонением. Пришлось не просто по инструкции действовать, а буквально скальпелем снимать излишки, чтобы поверхность под контакт была идеально гладкой. Если бы проигнорировали, через полгода-год на этом месте начался бы частичный разряд, а там и до полного отказа недалеко. Вот почему важно не просто купить кабель, а понимать его ?анатомию?. На сайте hsnewmaterial.ru у ООО Хуншэн Технология как раз видно, что они охватывают весь спектр до 35 кВ — значит, и материалы для них должны быть предсказуемы по структуре, что для монтажника уже полдела.
После разделки — зачистка и формирование. Жилу нужно зачистить до блеска, но без царапин. Потом часто идет установка стопорного кольца или подготовка под опрессовку. Тут многие торопятся, используют некалиброванный инструмент. Результат? Либо недожат, и контакт со временем греется, либо пережмёшь — деформируешь жилу, нарушишь механическую прочность. Нужно чувствовать усилие, а это приходит только с опытом и, что важно, с работой с конкретными типами кабелей и наконечников.
Сердце соединения: опрессовка и монтаж контактов
Опрессовка — это, можно сказать, таинство. Выбрал неправильную гильзу — всё, соединение обречено. Материал гильзы должен быть совместим с материалом жилы (медь-медь, алюминий-алюминий, или биметаллические для перехода). Размер — не ?примерно такой?, а точно по сечению и форме жилы. У нас был инцидент, когда для алюминиевой жилы 240 кв. мм. по ошибке взяли гильзу для 240, но под медную, у которой внутренний диаметр чуть меньше. Вроде впрессовали, тестер показал контакт. А через три месяца на ТЭЦ начались скачки сопротивления. Вскрыли — в гильзе микротрещины, контакт окислился, грелся. Хорошо, что вовремя заметили.
Сам процесс — это не просто ?зажать в прессе?. Нужно правильно позиционировать кабель в матрице пресса, делать обжимы в строгой последовательности, от центра к краям гильзы, с контролем каждого усилия. Современные гидравлические прессы с манометром — это спасение, но и они требуют калибровки. После опрессовки обязательна зачистка заусенцев и обработка специальной пастой, которая предотвращает окисление, особенно для алюминия.
И вот тут важный момент, который часто упускают в теориях: после опрессовки нужно дать соединению ?устояться?. Нельзя сразу хватать и гнуть его, монтируя в муфту. Металл жилы и гильзы после деформации должен прийти в равновесие. Минут 10-15 — и только потом продолжаешь работу. Мелочь? Возможно. Но таких мелочей в высоковольтном подключении — сотни.
Изоляция и восстановление экрана: где прячется дьявол
Соединили жилы — отлично. Но это лишь 30% работы. Главное — воссоздать целостность изоляционной системы и экрана. Это как зашить рану, но так, чтобы не осталось шрама, который рвется под нагрузкой. Для кабелей с бумажно-масляной изоляцией — своя история с лентами и пропиткой. Сейчас чаще СПЭ, и тут царство термоусаживаемых муфт или холодной усадки.
С термоусадкой тоже не всё просто. Прогрел газовой горелкой неравномерно — под муфтой останутся воздушные полости, которые станут очагами частичных разрядов. Не догрел — не обеспечится герметичность и адгезия. Двигаться нужно плавно, по спирали, контролируя усадку визуально. Особенно критичны зоны у краев муфты и переходы на броню кабеля. Там часто идут дополнительные герметизирующие манжеты, которые нужно сажать в первую очередь.
А восстановление экрана! Это, пожалуй, один из самых ответственных этапов. Экран (заземляющая оплетка) должен быть восстановлен с тем же сечением и иметь надежный контакт с экранами обоих концов кабеля и с землей. Плохой контакт экрана — и у тебя наведенные токи, электромагнитные помехи, нагрев. Видел, как на одном объекте сэкономили на медной ленте для перемычки экрана, поставили алюминиевую поуже. Через год муфта начала фонить, приборы показали аномальное поле вокруг. Пришлось переделывать весь узел. Экономия в пару сотен рублей обернулась недельным простоем и дорогостоящим ремонтом.
Контроль и диагностика: доверяй, но проверяй
Собрал муфту, всё красиво выглядит. Можно включать? Ни в коем случае. Первое — визуальный и механический контроль. Всё ли затянуто, нет ли острых кромок, правильно ли легли все элементы. Потом — обязательная проверка мегомметром на целостность изоляции. Но и это не всё. Для ответственных линий сейчас обязательно делают измерение сопротивления изоляции постоянным током (метод абсорбции) и, что критично, измерение тангенса угла диэлектрических потерь (tg δ). Этот параметр как рентген — показывает малейшие дефекты в объеме изоляции, невидимые глазу.
Был у меня показательный случай. После монтажа всё тесты в норме, кроме слегка завышенного tg δ на одном фазном соединении. Заказчик торопил, мол, мелочь, в пределах допуска. Мы настояли на вскрытии. Оказалось, под термоусаживаемой трубкой на изоляции жилы остался едва заметный след от транспортировочного ролика — микроскопическое локальное уплотнение материала. Для постоянного тока оно не критично, но в переменном поле такие неоднородности начинают ?работать?, греться. Через пару лет мог бы быть пробой. Переделали участок — параметр пришел в норму.
Поэтому финальный этап — это не просто ?подключили и забыли?. Это составление протокола испытаний, где черным по белому все параметры. Это твоя страховка и репутация. Кстати, когда работаешь с кабелем от известного поставщика, вроде того же ООО Хуншэн Технология, который позиционирует полный спектр кабелей до 35 кВ, часть рисков снимается. Потому что у качественного кабеля изначальные электрические параметры стабильны, и если что-то пошло не так на монтаже, это легче выловить на испытаниях. Плохой же кабель может маскировать проблемы монтажа, чтобы они проявились позже, в самый неподходящий момент.
Мысли вслух о материалах и ?подводных камнях?
Часто думаю, почему в нашей работе так мало места для импровизации. Ответ прост: напряжения в десятки киловольт не прощают ошибок. Они их находят. Поэтому каждый шаг — это компромисс между тем, что диктует инструкция, и тем, что видишь на месте. Например, та же инструкция к муфте говорит: ?нанести слой герметика?. А какой толщины? Если тонко — не заполнит неровности. Если толсто — при усадке полезет наружу, испортит всё. Приходится на глаз, по ощущению от материала, определять.
Или выбор между термоусадкой и холодной усадкой. Термоусадка требует навыка, но дает, как мне кажется, более надежное и предсказуемое механическое сжатие. Холодная усадка (на растянутой резине) проще в монтаже, особенно в стесненных условиях или при низких температурах, но тут надо очень тщательно готовить поверхность — обезжиривать, иначе адгезия будет слабой. И её долговечность в агрессивных средах — отдельный вопрос для изучения.
Работа с кабелем — это всегда диалог с материалом. Чувствуешь его руками, понимаешь, как он поведет себя под прессом, под горелкой. Со временем вырабатывается интуиция. Видишь конец кабеля и уже мысленно раскладываешь всю последовательность, предвосхищаешь проблемы: ?Ага, тут броня жесткая, резать будет неудобно, нужен другой резак?, или ?Экран плотный, для перемычки понадобится не лента, а косичка?. Это и есть та самая практика, которую не заменишь ни одной инструкцией. И когда видишь на сайте поставщика, что ассортимент охватывает весь спектр, как у Хуншэн Технология, то понимаешь, что и с материалами для подключения, скорее всего, будет порядок — муфты, герметики, переходники. Потому что компания, которая серьезно работает с кабелем, обычно понимает, что к нему в комплект нужно.
Вместо заключения: это не конечная точка
Подключение высоковольтного кабеля — это не конечная точка, а начало его жизненного цикла в системе. Качество этого подключения определяет, будет ли этот цикл долгим и беспроблемным, или прервется аварийным отключением и пожаром. Это ответственность, которая физически ощущается в руках, когда держишь тот самый наконечник перед опрессовкой или прогреваешь последний слой муфты.
Нет идеального, единственно верного способа. Есть проверенные методики, качественные материалы (и их источники, вроде проверенных поставщиков), жесткий самоконтроль и понимание физики процессов. И еще — здоровый скепсис. Если что-то выглядит слишком просто или ?и так сойдет? — это первый звонок, что нужно остановиться и перепроверить.
Поэтому, возвращаясь к началу, подключение высоковольтного кабеля — это действительно отдельная профессия. Не надстройка над профессией электрика, а своя, глубокая специализация. Где успех измеряется не тем, как быстро ты сделал работу, а тем, сколько лет после этого она молчит, не напоминая о себе ни единым сбоем. И в этом молчании — лучшая оценка.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Кабель управления KVVR
Кабель управления KVVR -
 Кабель высокого напряжения YJV 6-10KV
Кабель высокого напряжения YJV 6-10KV -
 Кабель управления KYJV
Кабель управления KYJV -
 Пусковой кабель
Пусковой кабель -
 Кабель управления NH-KVV
Кабель управления NH-KVV -
 Кабель высокого напряжения YJV22
Кабель высокого напряжения YJV22 -
 SJ70E Системные алюминиевые окна и двери с терморазрывом
SJ70E Системные алюминиевые окна и двери с терморазрывом -
 Минеральный кабель с оксидом магния BTTYZ
Минеральный кабель с оксидом магния BTTYZ -
 Гибкий огнестойкий кабель с минеральной изоляцией BBTRZ
Гибкий огнестойкий кабель с минеральной изоляцией BBTRZ -
 Двухжильный кабель
Двухжильный кабель -
 Одножильный кабель
Одножильный кабель -
 Кабель управления KVV
Кабель управления KVV









