
подсоединение электрических проводов
Вот о чём часто забывают: подсоединение электрических проводов — это не конечная операция, а критически важный узел, от которого зависит надёжность всей цепи. Многие, особенно новички, думают, что главное — обеспечить контакт. А на деле, главное — обеспечить контакт, который не деградирует со временем под воздействием температуры, вибрации и атмосферных условий. Самый распространённый промах — пренебрежение подготовкой проводника и выбором метода соединения под конкретные условия эксплуатации.
Базовый принцип: почему мелочи решают всё
Начнём с очистки жилы. Медная поверхность, особенно если провод не свежий, окисляется. Эта плёнка — диэлектрик. Можно идеально скрутить, но переходное сопротивление будет высоким, точка будет греться. Поэтому всегда зачищаю жилу до блеска либо ножом, либо специальным инструментом. Но тут тонкость: нельзя делать надрезы, ослабляющие сечение. Для многопроволочных гибких жил — особая история, их нужно ещё и пролудить, или использовать наконечники НШВИ. Без этого часть тонких проволосков неизбежно обламывается, площадь контакта падает.
А теперь про изоляцию. Снял слишком много — риск замыкания. Снял мало — провод не войдёт в клемму или часть изоляции попадёт под зажим, контакт будет ненадёжным. Есть простое правило: длина оголённой части для винтовой клеммы — это примерно ширина самой клеммы плюс миллиметр-другой, чтобы не было торчащих голых участков. Для самозажимных клемм WAGO (да, их часто ругают, но для стационарных светильников с малыми токами они годятся) — строго по метке на корпусе.
И вот ключевой момент: выбор способа. Скрутка с пайкой? Сварка? Опрессовка гильзами? Винтовые зажимы? Для силовых линий, особенно где есть пусковые токи (двигатели) или вибрация (промоборудование), скрутка, даже качественная, — это прошлый век. Точка нагрева, механическая прочность не та. Современный стандарт — это опрессовка. Но и тут надо головой думать: гильза должна быть правильного размера — не только по сечению, но и по материалу. Медную жилу — медной гильзой, алюминиевую — алюминиевой. Для соединения медь-алюминий только биметаллические или переходные клеммные колодки с пастой, иначе гальваническая пара сделает своё чёрное дело.
Инструмент и материалы: на чём нельзя экономить
Плоскогубцы и нож — это хорошо для бытовых мелочей. Для серьёзной работы нужен профессиональный инструмент. Пресс-клещи для гильз — обязательно с храповым механизмом, который не даст недожать. Качественный стриппер, который не повреждает жилу. Диэлектрическая отвёртка с фиксатором. Экономия на этом приводит к браку, который проявится не сразу, а через полгода-год.
Что касается материалов, то здесь рынок переполнен. Работал с разными кабелями. Скажу так: если проект ответственный, нельзя брать 'ноунейм'. Нужна предсказуемость характеристик. Вот, к примеру, на одном из объектов использовали кабель КГ — гибкий, для временного подключения. Со временем изоляция на изгибах потрескалась, потому что был не совсем КГ, а какой-то аналог с непонятным составом резины. С тех пор внимательно смотрю на маркировку и производителя.
Кстати, о выборе провода. Иногда заказчик хочет сэкономить и ставит вопрос: 'А можно тоньше? По таблице вроде бы тянет'. Таблицы — это для идеальных условий. В реальности кабель лежит в пучке, в гофре, на чердаке, где +50 летом. Запас по сечению и качество изоляции — это страховка. Полностью разделяю подход компаний, которые держат полный спектр кабельно-проводниковой продукции, как, например, у ООО Хуншэн Технология. Когда ассортимент охватывает провода и кабели до 35 кВ, это говорит о системном подходе. Значит, можно подобрать именно то, что нужно для конкретной задачи — от слаботочки до силового ввода, и быть уверенным в соответствии заявленным характеристикам. Их сайт (https://www.hsnewmaterial.ru) в таких случаях полезно иметь в закладках для сверки ассортимента и типоразмеров.
Разбор частых ошибок на практике
Приведу случай из ремонтной практики. Вызывали на производственный участок — греется клеммник на вводе станка. Прихожу, смотрю: подключение сделано алюминиевым проводом на винтовые зажимы. Вроде всё затянуто. Но при детальном осмотре вижу: жила расплющена и обжата под шайбу, но без торцевой шайбы-звездочки. Со временем от вибрации алюминий 'поплыл', давление ослабло, контакт стал точечным. Нагрев, дальнейшее окисление — порочный круг. Решение: отрезать повреждённый участок, надеть правильный кабельный наконечник с опрессовкой и уже его зажимать в клемму. После этого проблема ушла.
Другая частая ошибка — в распредкоробках. Делают соединение, укладывают, закрывают крышкой и забывают. А в коробке оказываются скрутки разной длины, некоторые в натяг. Со временем из-за тепловых расширений натяг ослабевает. Или, что хуже, в одну гильзу или клемму WAGO пытаются запихнуть жилы разного сечения. Кажется, вошло. Но пружинный зажим в WAGO рассчитан на определённый диапазон, толстая жила его перегрузит, тонкая — недожмёт. Результат предсказуем.
И ещё про изоленту ПВХ. Её часто используют как основное средство изоляции в коробках. Но она со временем усыхает, клей течёт. Для постоянных соединений в стационарной проводке лучше термоусадка с клеевым слоем или, как минимум, СИЗы (колпачки) плюс изолента поверх для страховки. Термоусадка, кстати, должна быть не китайская тонкостенная, а с толщиной стенки 2-3 мм и с адгезионным слоем, который при нагреве герметизирует соединение.
Особые случаи и нюансы
Уличное подсоединение электрических проводов — отдельная тема. Здесь главные враги — влага и ультрафиолет. Все гермовводы, термоусадки должны быть качественными. Любое соединение, по возможности, лучше делать в герметичной монтажной коробке с классом защиты не ниже IP65. И никогда не располагать соединение в самой нижней точке трассы, где может скапливаться конденсат или вода.
Работа с многожильными проводами, например, в аудиотехнике или измерительных цепях. Там часто используют пайку. Но если перегреть проводник, флюс выгорает, припой становится хрупким, может образоваться 'холодная' пайка — контакт есть, но с огромным сопротивлением. Нужен хороший паяльник с регулировкой температуры и минимальное время воздействия.
И последнее, о чём редко говорят, — это документирование. Особенно в больших щитах. После того как всё соединено, полезно (где это возможно) промаркировать жиры и даже сфотографировать 'внутренности' распредкоробки перед закрытием. Потом, через несколько лет, при модернизации или поиске неисправности, это сэкономит массу времени и нервов. Это не по ГОСТу, это из личной практики вытекает.
Вместо заключения: философия надёжного контакта
Так к чему всё это? Подсоединение электрических проводов — это ремесло, где нет мелочей. Это не та операция, где можно срезать углы. Каждый этап — от выбора кабеля и гильзы до последнего витка изоленты — вносит свой вклад в общую надёжность. Иногда кажется, что делаешь лишние движения: зачистил, залудил, опрессовал, ещё и термоусадку одел. Но именно эти 'лишние' движения отличают работу, которая простоит десятилетия, от той, которая даст о себе знать в самый неподходящий момент.
Сейчас много готовых решений, клеммников, разъёмов. Это хорошо, это ускоряет работу. Но понимание физики процесса контакта, свойств материалов и последствий ошибок — это то, что не заменят никакие быстросъёмы. Всегда нужно представлять, что будет с этим соединением через год, пять, десять лет под нагрузкой, в жару, в холод. Если картина ясна — значит, ты на правильном пути.
Поэтому, когда видишь сайт вроде hsnewmaterial.ru, где представлен системный каталог кабелей до 35 кВ, понимаешь, что для специалиста это не просто интернет-магазин, а инструмент для точного подбора основы — самого провода. А уж качественно его подсоединить — это наша, монтажников, задача. И делать это нужно так, будто от этого зависит твоя собственная репутация. Потому что так оно и есть.
Соответствующая продукция
Соответствующая продукция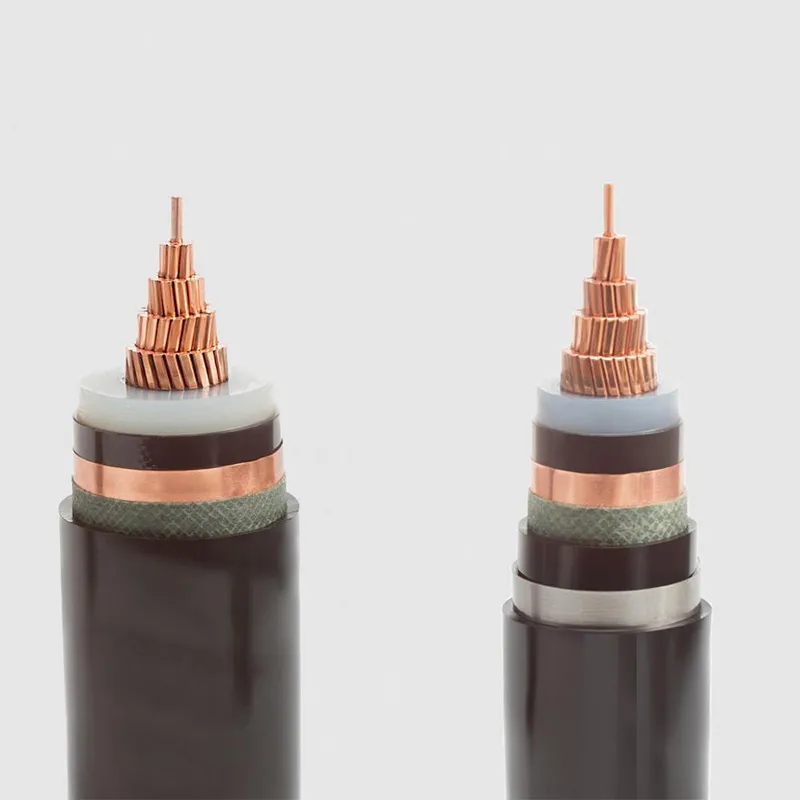




Самые продаваемые продукты
Самые продаваемые продукты-
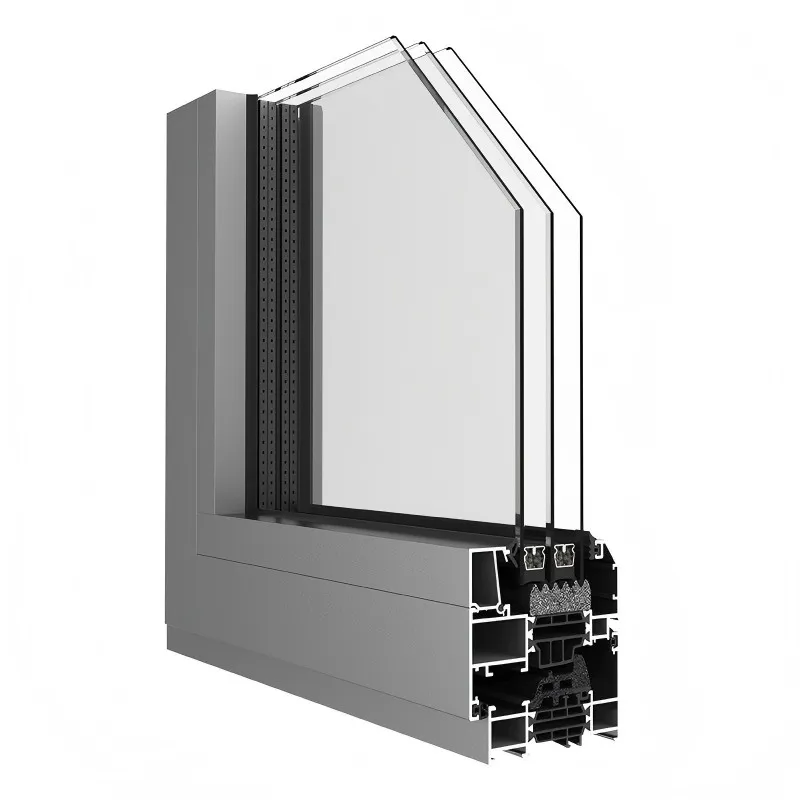 SJ75E Двери и окна из алюминиевого сплава с разбитым мостом
SJ75E Двери и окна из алюминиевого сплава с разбитым мостом -
 Кабель высокого напряжения YJV22
Кабель высокого напряжения YJV22 -
 Кабель высокого напряжения YJV 6-6KV
Кабель высокого напряжения YJV 6-6KV -
 Гофрированный кабель с неорганической изоляцией в медной оболочке YTTW
Гофрированный кабель с неорганической изоляцией в медной оболочке YTTW -
 Минеральный кабель с оксидом магния BTTYZ
Минеральный кабель с оксидом магния BTTYZ -
 Пусковой кабель
Пусковой кабель -
 Кабель управления WDZ-KYJY
Кабель управления WDZ-KYJY -
 Кабель высокого напряжения YJV32
Кабель высокого напряжения YJV32 -
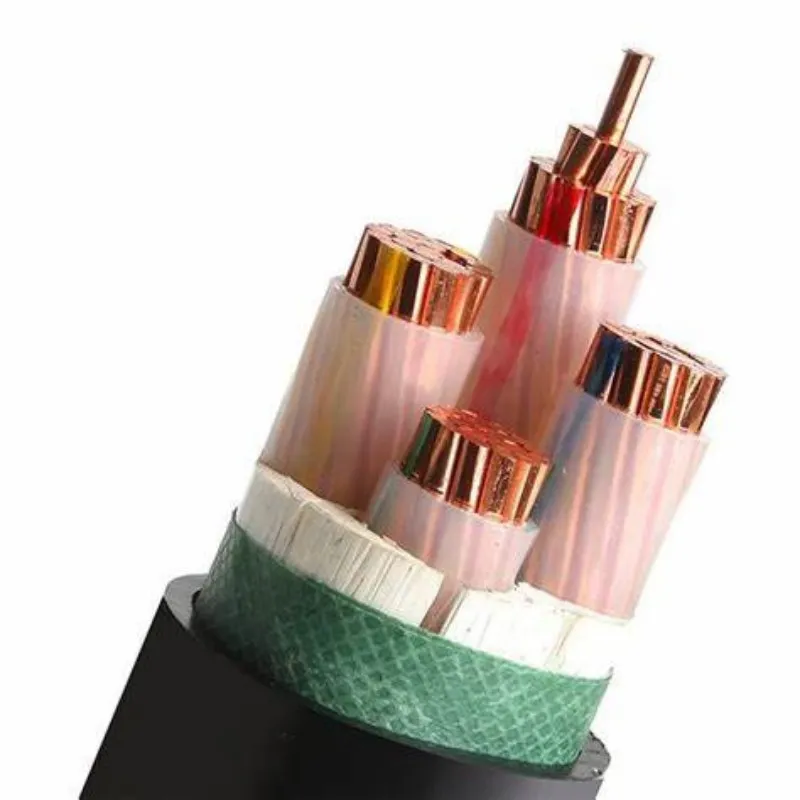
 Одножильный кабель
Одножильный кабель -
 Кабель управления NH-KVV
Кабель управления NH-KVV -
 Гофрированный кабель с неорганической изоляцией в медной оболочке RTTZ
Гофрированный кабель с неорганической изоляцией в медной оболочке RTTZ -
 Крокодиловые зажимы для аккумулятора
Крокодиловые зажимы для аккумулятора









