
Стальная колонна
Когда говорят ?стальная колонна?, многие представляют себе просто толстостенную трубу. Вот в этом и кроется главная ловушка для новичков. На деле, это целый узел расчетов, допусков и часто — компромиссов между прочностью, весом и, что критично, технологичностью монтажа. Я сам лет десять назад думал, что главное — взять двутавр или швеллер помощнее, но жизнь, точнее, пара щелей в сварных швах на объекте под Тверью, быстро поправила это мнение.
От чертежа до металла: где теряется контроль
Всё начинается, казалось бы, с правильного проекта. Но вот вам практический нюанс: даже если в КМ указана сталь С245, это не гарантия. Поставщик может привезти материал с верхним пределом по текучести, что, в теории, хорошо. Однако при сварке в полевых условиях, особенно зимой, это аукнется трещинами. Мы как-то работали с каркасом для складского терминала, и именно на стальных колоннах из ?слишком хорошей? стали пошли микротрещины по околошовной зоне. Пришлось останавливать монтаж, греть зоны, переваривать.
Другая точка потери контроля — антикоррозионная обработка. Грунт-эмаль ?три в одном? — это часто история для гаражей, а не для ответственных конструкций. На одном из объектов в промзоне уже через два года на колоннах появились очаги подпленочной коррозии. Оказалось, подготовка поверхности была проведена не до степени Sa 2?, как по ГОСТ, а просто ?зачищена щеткой?. Теперь мы всегда прописываем в техзаданиях не только марку ЛКМ, но и конкретный метод и степень очистки поверхности, требуем фотофиксации этапов.
И конечно, банальные геометрические отклонения. Допуск по вертикальности — это святое, но как его выдержать, если башмак колонны смонтирован на анкера с отклонением в пару сантиметров? Здесь уже не спасут даже регулировочные винты. Приходится резать, наращивать, что сразу бьет по расчетной схеме узла. Это та самая ?кустарщина?, которая дорого обходится и которую стараешься пресекать на стадии приемки фундаментов.
Узлы сопряжения: слабое звено, которое любят укреплять
Если сама стальная колонна — это стержень, то ее соединения с ригелями и фундаментом — это суставы. И они болеют первыми. Классика — фланцевое соединение в базе. Казалось бы, всё просто: анкера, фланец, пакет шайб и гаек. Но если не предусмотреть технологические отверстия для продувки полости колонны после монтажа, внутри со временем начнет скапливаться конденсат. Видел последствия: снизу колонна целая, а на высоте 1.5 метра из-за внутренней коррозии сечение ?похудело? на треть.
Соединение с балками — отдельная песня. Многоболтовые фрикционные соединения — это надежно, но требуют идеального контроля натяжения. У нас был случай на монтаже каркаса цеха, когда подрядчик, чтобы сэкономить время, использовал ударный гайковерт вместо динамометрического ключа. В итоге часть болтов недотянута, часть — перетянута. Обнаружили случайно, при проверке другим объектом. Пришлось проводить сплошной контроль моментом за свой счет. Теперь в договор включаем пункт о калибровке инструмента и журнале натяжения.
А еще есть такая вещь, как ?конструктивная схема?. Бывает, проектировщик, экономя металл, делает колонны по максимуму тонкостенными, с большим радиусом гибкости. Но забывает, что к этой колонне будут цеплять технологические трассы, подвесные пути. В итоге монтажники вешают на нее всё подряд, не спрашивая КМ, и появляются неучтенные изгибающие моменты. Мы теперь для промышленных объектов всегда закладываем в ТЗ на проектирование отдельный пункт о резервировании мест для возможного навесного оборудования.
Материалы и логистика: от склада до стройплощадки
Здесь история часто упирается в банальную логистику и хранение. Стальная колонна длиной 12 метров — это не арматура, ее нельзя просто бросить в штабель. Искажение геометрии при неправильной укладке — частая причина брака. Помню, на объект в Ленобласти привезли колонны, которые в середине пролета имели стрелу прогиба сантиметра в три. Производитель винил перевозчика, перевозчик — погрузчиков. В итоге пришлось их править на месте гидравлическими домкратами, с риском повредить покрытие.
Что касается поставщиков, то рынок сейчас разношерстный. Есть крупные металлобазы, которые режут и обрабатывают заготовки, а есть профильные заводы. Для нестандартных решений, например, колонн переменного сечения или с фасонными отверстиями под коммуникации, лучше работать напрямую с заводом. Кстати, по смежной теме — электроснабжению таких объектов — часто обращаемся к специализированным поставщикам. Вот, например, ООО Хуншэн Технология (https://www.hsnewmaterial.ru). У них в ассортименте как раз кабели и провода до 35 кВ, что полностью перекрывает потребности в энергоснабжении большинства промышленных цехов, каркасы которых мы строим. Важно, когда один поставщик закрывает весь спектр кабельной продукции — от силовых до контрольных, меньше мороки с согласованием и стыковкой.
Возвращаясь к колоннам: еще один практический момент — маркировка. Казалось бы, мелочь. Но когда на площадку приходит двадцать одинаковых на вид колонн, а на них бирки стерлись или оторвались, начинается головоломка. Теперь мы требуем, чтобы маркировка (номер по монтажной схеме) наносилась ударным способом или несмываемой краской в двух местах — у торца и примерно в метре от него.
Монтаж в полевых условиях: теория vs. реальность
Самое интересное начинается, когда кран заносит первую колонну над анкерными болтами. Ветер, неточная разметка, человеческий фактор. Теория монтажа ?строго по осям? разбивается о реальность. Часто используют метод ?грубой? установки с последующей юстировкой. Но вот тут важно: если колонну нужно сдвинуть на сантиметр, нельзя просто толкать ее стрелой крана. Это прямой путь к повреждению антикоррозионного покрытия в зоне контакта с фундаментом. Нужны монтажные рычаги, домкраты.
Еще одна головная боль — временное крепление. Раскосы из уголка, которые ставят ?на время?, часто приваривают намертво к полке колонны. Потом их срубают, оставляя вмятины и поврежденное покрытие. Это место становится очагом будущей коррозии. Мы перешли на систему хомутов с винтовыми зажимами для временного раскрепления. Да, это дополнительные затраты на оснастку, но целостность основного металла и покрытия важнее.
Зимний монтаж — это отдельный разговор. Сварка при отрицательных температурах требует предварительного подогрева. Но греть нужно не только шов, а всю зону вокруг. Иначе возникают огромные температурные напряжения. Был у меня печальный опыт, когда из-за спешки недогрели массивный фланец перед приваркой к колонне. Шов выглядел идеально, но после снятия напряжений песком появилась сетка холодных трещин. Пришлось вырезать весь узел и делать заново.
Неочевидные взаимосвязи и выводы
Работа с стальными колоннами — это постоянный баланс. Баланс между прочностью и экономией, между скоростью монтажа и качеством, между требованиями проекта и возможностями подрядчика. Самая большая ошибка — считать их простым, типовым элементом. Каждый объект, каждая грунтовая обстановка, каждая технологическая нагрузка вносят свои коррективы.
Со временем начинаешь обращать внимание на мелочи, которые в учебниках не описаны. Например, как ведет себя краска на торце колонны, где стоит заводская заглушка. Часто под ней — непокрашенный участок. Или важность наличия дренажных отверстий в колоннах замкнутого сечения. Мелочи? Да. Но из таких мелочей складывается долговечность всей конструкции лет на пятьдесят вперед.
В итоге, для меня стальная колонна перестала быть просто позицией в спецификации. Это индикатор. По тому, как ее спроектировали, изготовили, привезли и смонтировали, можно с 90% точностью сказать, каким будет все здание. Если здесь пошли на компромиссы, то они будут везде. И наоборот, аккуратная, продуманная работа с колоннами задает тон всему проекту. Это тот самый конструктивный нерв, от здоровья которого зависит жизнь всего каркаса.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
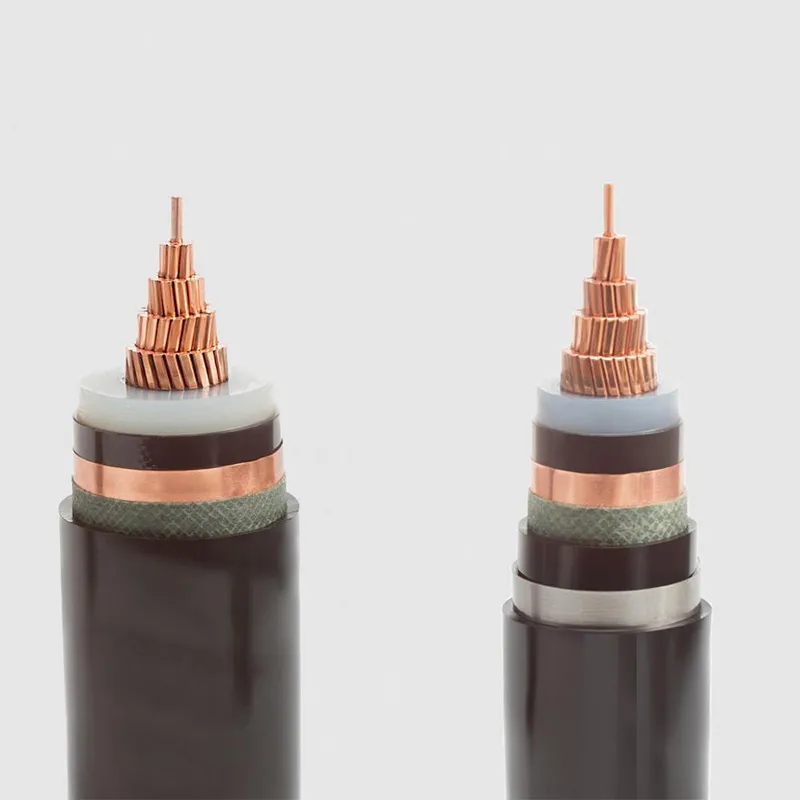
 Кабель высокого напряжения YJV 8.7-10KV
Кабель высокого напряжения YJV 8.7-10KV -
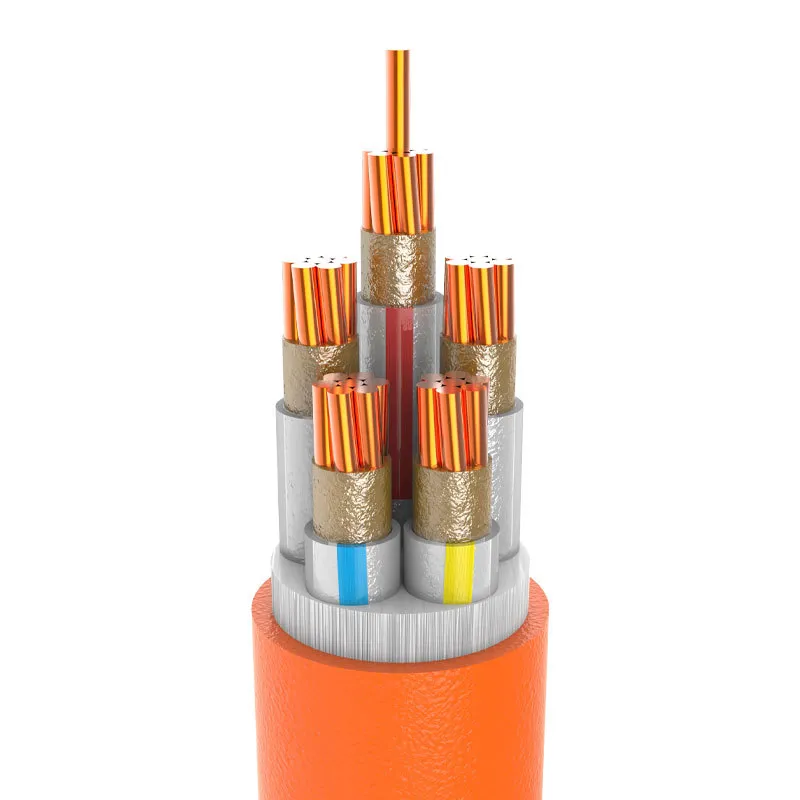
 Огнестойкий кабель с низким дымовыделением и без галогенов WDZN-YJY
Огнестойкий кабель с низким дымовыделением и без галогенов WDZN-YJY -
 Двухжильный кабель
Двухжильный кабель -
 Гибкий огнестойкий кабель с минеральной изоляцией BBTRZ
Гибкий огнестойкий кабель с минеральной изоляцией BBTRZ -
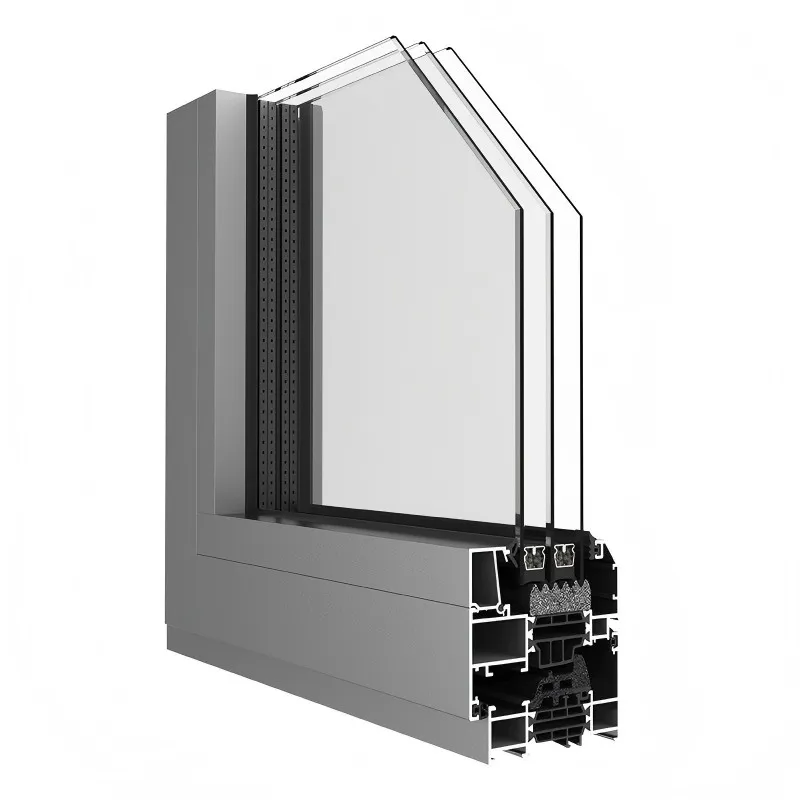 SJ75E Двери и окна из алюминиевого сплава с разбитым мостом
SJ75E Двери и окна из алюминиевого сплава с разбитым мостом -
 Кабель высокого напряжения YJV 3.6-6KV
Кабель высокого напряжения YJV 3.6-6KV -
 Кабель управления KYJV
Кабель управления KYJV -
 Огнестойкий кабель с низким дымовыделением и без галогенов LSZH
Огнестойкий кабель с низким дымовыделением и без галогенов LSZH -
 Кабель высокого напряжения YJV22
Кабель высокого напряжения YJV22 -
 Минеральный кабель с оксидом магния BTTYZ
Минеральный кабель с оксидом магния BTTYZ -
 Кабель управления KVV
Кабель управления KVV -
 Фотоэлектрический коннектор
Фотоэлектрический коннектор
Связанный поиск
Связанный поиск- силиконовый кабель 1 2.5
- кабель силовой с медными жилами 3х6
- низковольтный провод катушки зажигания
- кабель огнестойкий ксрвнг а 1х2х0 80
- кабель резиновый трехжильный
- провод электрический 6 квадратов
- кабель резиновый гибкий 2х 1.5
- сетевой кабель 7 метров
- кабель огнестойкий спецкабель
- гост 31947 2012 провода и кабели









