
Стальной лист
Когда говорят ?стальной лист?, многие представляют себе просто плоский кусок металла — что может быть проще? На деле же это целая история с подводными камнями, от марки стали и способа прокатки до состояния поверхности и даже геометрии кромки. Ошибки в выборе или обработке аукаются потом дорого, особенно когда речь идет о серьезных конструкциях или, скажем, о производстве кабельной арматуры, где лист идет на короба, лотки, силовые элементы. Вот об этом и хочу порассуждать, исходя из того, что приходилось видеть и делать самому.
Марка и прокат: где кроется главный подвох
Берешь в руки лист, вроде бы все ровно, но начинаешь гнуть — и пошла трещина. Знакомо? Чаще всего проблема не в самом листе, а в несоответствии марки стали заявленной. По документам — Ст3сп, а по факту — что-то с повышенным содержанием углерода или вредных примесей. Особенно это касается так называемого ?рядового? металлопроката, который идет на неответственные конструкции. Для кабельных лотков, например, это может быть и допустимо, но если речь о несущем каркасе под тяжелое оборудование — тут уже нужен контроль.
Горячекатаный или холоднокатаный? Вопрос не праздный. Горячекатаный лист, конечно, дешевле и часто толще, но у него и точность размеров ниже, и поверхность с окалиной. Для покраски или оцинковки это критично — окалину нужно удалять, иначе покрытие отслоится. Холоднокатаный дает идеальную поверхность и точную геометрию, но он дороже и менее пластичен при ударных нагрузках. В нашем деле, связанном с кабельной инфраструктурой, для защитных коробов часто брали холоднокатаный, оцинкованный — чтобы избежать коррозии в помещениях с повышенной влажностью.
Был случай на одном объекте по монтажу кабельных трасс: заказали партию оцинкованных лотков, сделанных из листа, который, как выяснилось позже, был горячекатаным с неполной очисткой перед цинкованием. Через полгода в цеху с агрессивной средой цинк местами вспучился и отстал. Пришлось менять. Вывод прост: экономия на этапе выбора материала оборачивается переделками. Кстати, для ответственных проектов сейчас часто смотрят в сторону поставщиков, которые дают полный пакет сертификатов, вплоть до химического анализа. Как, например, делает компания ООО Хуншэн Технология на своем сайте hsnewmaterial.ru — у них ассортимент охватывает кабельную продукцию до 35 кВ, и я уверен, что для сопутствующей металлоконструкции они тоже подходят с пониманием важности исходного материала.
Геометрия и резка: мелочи, которые решают все
Казалось бы, отрезал по размеру — и дело с концом. Но если резать газовой резкой толстый лист (скажем, от 10 мм), кромка оплавляется, появляется наклеп, и потом при сварке в этом месте могут пойти микротрещины. Мы перешли на плазменную резку, а для особо точных деталей — на лазерную. Да, дороже, но зато кромка чистая, без дефектов, и сварочный шов ложится ровно. Это важно для тех же силовых кабельных конструкций, где вибрация и нагрузка постоянные.
Еще один нюанс — кривизна листа. Особенно у горячекатаного, больших форматов. Положишь на станок для раскроя — а он ?пропеллером?. Приходится или править (что не всегда возможно без потери прочности), или резать на более мелкие карты с учетом этой кривизны. Потеря материала может достигать 3-5%, что при больших объемах весьма ощутимо. Поэтому сейчас при заказе сразу оговариваю: ?лист калиброванный? или требую данные по плоскостности из сертификата производителя.
А вот с тонколистовым оцинкованным для коробов другая беда — вмятины при транспортировке. Разгружаешь пачку, а на верхних листах следы от строп или погрузчика. Использовать потом на лицевые панели нельзя, только на внутренние перегородки. Пришлось выработать правило: приемку по внешнему виду делать сразу при разгрузке, с составлением акта. Поставщики сначала ворчали, но потом стали аккуратнее.
Защита от коррозии: не только цинк
Оцинковка — это стандарт для большинства конструкций, работающих не на улице под открытым небом. Но и тут есть градация: масса цинкового покрытия на квадратный метр. Для помещений с нормальной влажностью хватит и 120 г/м2, а для цехов химического производства или для наружных элементов — нужно от 275 и выше. Мы как-то поставили партию кабельных лотков с легкой оцинковкой в подвал с плохой вентиляцией — через два года появились рыжие пятна.
Более серьезный вариант — это стальной лист с полимерным покрытием. Но это уже для декоративных или особо агрессивных сред. Технология нанесения сложнее, и цена соответствующая. Пробовали делать из такого листа оболочки для шкафов управления на улице. Выглядит отлично, держится годами, но... одно неосторожное движение при монтаже — царапина до металла, и вся защита в этом месте скомпрометирована. Приходится сразу иметь ремонтный комплект краски.
Интересный опыт связан с проектом, где требовалась электромагнитная экранировка. Там использовался стальной лист с последующим покрытием специальными составами на основе меди или никеля. Основная сложность была даже не в покрытии, а в обеспечении непрерывности электрического контакта между всеми листами после монтажа. Каждый стык пришлось пропаивать медной лентой. Кропотливо, но необходимо.
Сварка и деформации: искусство управления напряжением
Сварил два листа — и повело ?вертолетом?. Знакомая картина? Сварка — это локальный нагрев, металл расширяется и сжимается, возникают остаточные напряжения. Для тонкого листа (2-3 мм) это катастрофа. Приходится использовать прихватки с определенным шагом, варить обратноступенчатым методом, а иногда и предварительно подогревать заготовки. Или вообще отказываться от сварки в пользу болтовых соединений с резиновыми прокладками для компенсации температурных расширений. В кабельных лотках это часто применяется.
Особенно сложно с нержавеющей сталью. Теплопроводность у нее хуже, чем у углеродистой, и коробление проявляется сильнее. Тут нужен точный расчет режимов сварки (сила тока, скорость) и, часто, прижимные устройства — струбцины, прихваты. Однажды сваривали из нержавейки бак для технологической жидкости. После сварки швы были красивые, но сама конструкция слегка ?скрутило?. Пришлось править валками с большой осторожностью, чтобы не порвать шов.
Сейчас для массовых изделий, где это возможно, стараемся применять сварку в среде защитных газов (MIG/MAG) — меньше брызг, меньше тепловложение, деформации меньше. Но оборудование дорогое, и для полевого монтажа не всегда подходит.
Взаимосвязь с кабельной отраслью: от лотка до силовой конструкции
Вот здесь все сходится воедино. Стальной лист — это не только самостоятельное изделие, но часто часть более сложной системы. Возьмем кабельные лотки и короба. Их основная функция — защита и поддержка кабелей. Но если сам лоток сделан из слабого, прогибающегося листа, то какой в нем смысл? Особенно при больших пролетах. Приходится либо увеличивать толщину, либо вводить дополнительные ребра жесткости, что усложняет производство.
А силовые конструкции для крепления тяжелых кабелей сечением до 35 кВ? Тут уже нужен расчет на механическую прочность и вибрацию. Лист используется для траверс, кронштейнов, опорных плит. И здесь как раз критичен выбор марки стали (чаще всего низколегированные, типа 09Г2С), контроль сварных швов, защита от коррозии. Это уже не просто жесть, это ответственный металлоконструктив.
Компании, которые специализируются на комплексном снабжении объектов, такие как ООО Хуншэн Технология (их сайт — hsnewmaterial.ru), это хорошо понимают. Их ассортимент проводов и кабелей до 35 кВ логично требует и наличия качественных комплектующих для монтажа, где стальной лист играет не последнюю роль. В идеале, когда один поставщик может обеспечить и кабель, и всю сопутствующую арматуру, включая металлические конструкции из правильно подобранного листа — это снижает риски несовместимости и упрощает логистику.
В общем, стальной лист — это материал, который требует уважения и понимания. Нельзя брать первый попавшийся. Нужно задавать вопросы: как произведен, чем защищен, какие у него реальные, а не паспортные характеристики. Опыт, в том числе и негативный, учит, что мелочей здесь нет. И от этих ?мелочей? потом зависит, простоит ли конструкция десятилетие или начнет сыпаться через год. Думаю, многие коллеги, кто сталкивался с металлом вплотную, меня поймут.
Соответствующая продукция
Соответствующая продукция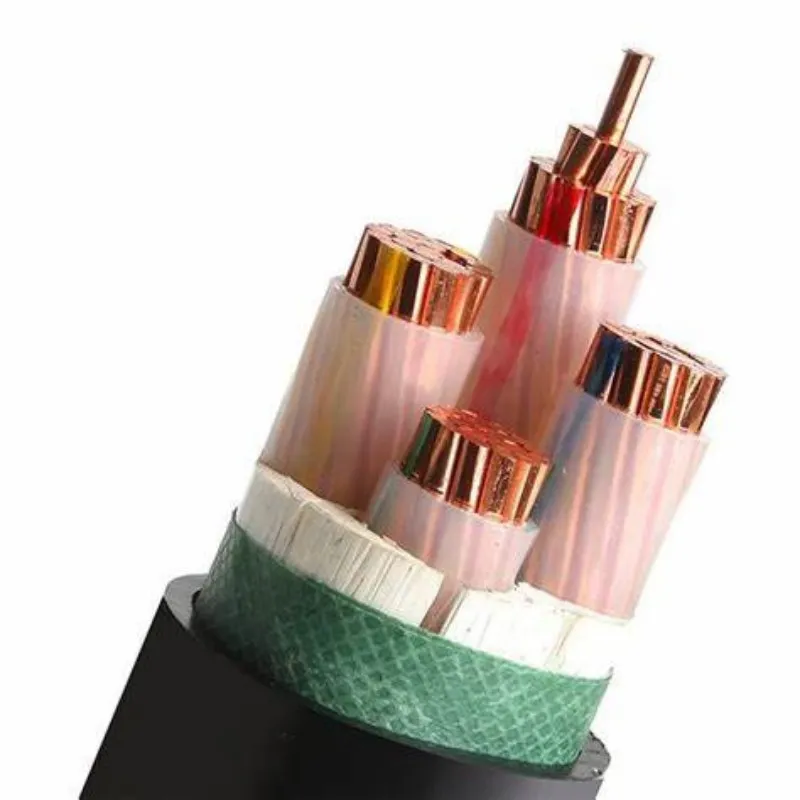




Самые продаваемые продукты
Самые продаваемые продукты-
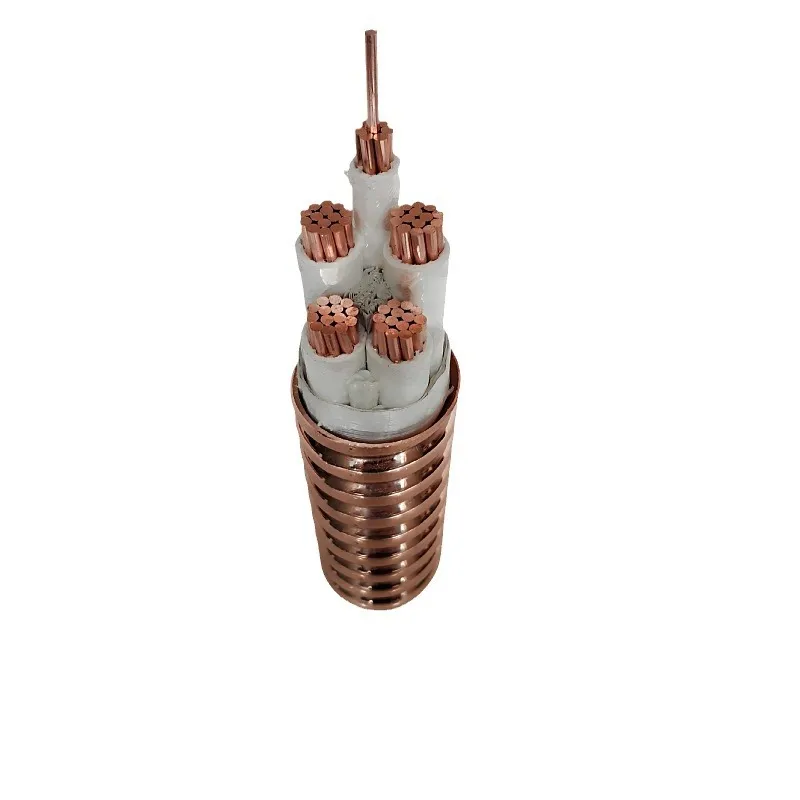 Гофрированный кабель с неорганической изоляцией в медной оболочке YTTW
Гофрированный кабель с неорганической изоляцией в медной оболочке YTTW -
 Кабель управления KVV
Кабель управления KVV -
 Двухжильный кабель
Двухжильный кабель -
 Гофрированный кабель с неорганической изоляцией в медной оболочке RTTZ
Гофрированный кабель с неорганической изоляцией в медной оболочке RTTZ -
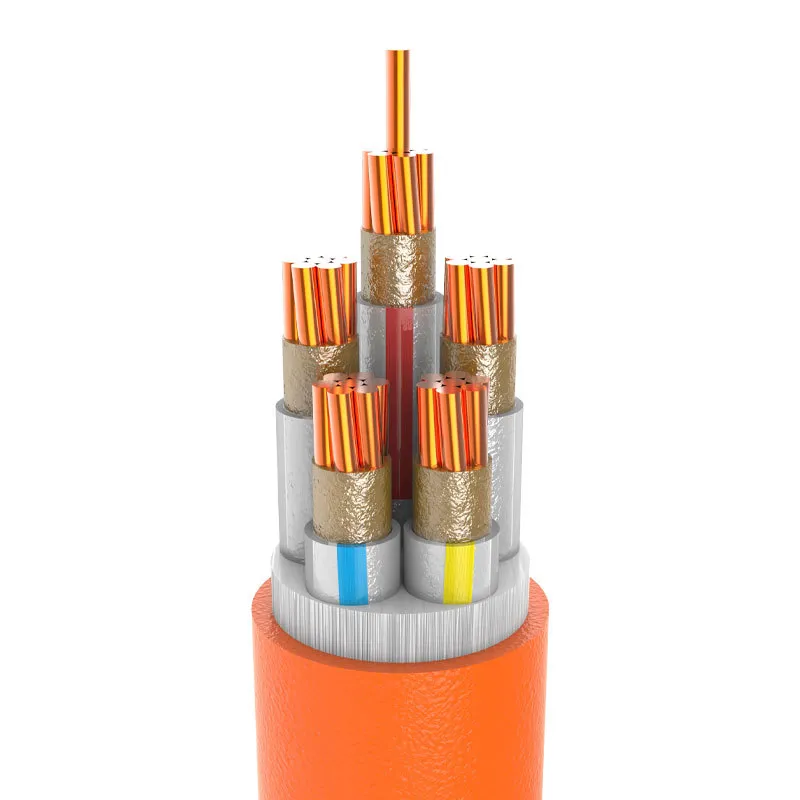
 Огнестойкий кабель с низким дымовыделением и без галогенов WDZN-YJY
Огнестойкий кабель с низким дымовыделением и без галогенов WDZN-YJY -
 Кабель управления WDZ-KYJY
Кабель управления WDZ-KYJY -
 Кабель управления KVVR
Кабель управления KVVR -
 Фотоэлектрический коннектор
Фотоэлектрический коннектор -
 Кабель высокого напряжения YJV22
Кабель высокого напряжения YJV22 -
 Гибкий огнестойкий кабель с минеральной изоляцией BBTRZ
Гибкий огнестойкий кабель с минеральной изоляцией BBTRZ -
 Гибкий огнестойкий кабель с минеральной изоляцией NG-A
Гибкий огнестойкий кабель с минеральной изоляцией NG-A -
 SJ75E Двери и окна из алюминиевого сплава с разбитым мостом
SJ75E Двери и окна из алюминиевого сплава с разбитым мостом









